Izrada i kontrola poklopca visokotlačne posude
|
|
|
- Gervais Sparks
- 6 years ago
- Views:
Transcription
1 Završni rad br. 169/PS/2016 Izrada i kontrola poklopca visokotlačne posude Dario Sušec, 5084/601 Varaždin, veljača godine
2
3 Odjel za Proizvodno Strojarstvo Završni rad br. 169/PS/2016 Izrada i kontrola poklopca visokotlačne posude Student Dario Sušec, 5084/601 Mentor Živko Kondić, prof.dr.dc Varaždin, veljača godine
4
5 Predgovor Završni rad,,izrada i kontrola poklopca tlačne posude izradio sam samostalno koristeći se znanjem stečenim tijekom studija, radom u poduzeću Novi Feromont te navedenom literaturom. Zahvaljujem se mentoru dr.sc Kondić Živku na uloženom vremenu, pruženoj pomoći te trudu pri praćenju čitavog procesa nastajanja završnog rada te stalnom usmjeravanju prilikom dolaska do određenih zapreka prilikom izrade. Zahvaljujem se ujedno i poduzeću Novi Feromont d.o.o na pruženoj pomoći pri izradi te kontroli poklopaca tlačnih posuda. Također se zahvaljujem obitelji, prijateljima i curi na stalnoj potpori, pošto su mi prilikom izrade završnog rada, kao i za vrijeme čitavog studija služili kao velika podrška.
6 2
7 Sažetak Kroz ovaj se završni rad najprije prikazuje i objašnjava postupak čitave izrade poklopca za visokotlačno kučište, koje se izrađuje o poduzeću Novi Feromont u Donjem Kraljevcu na zahtjev tvrtke Trench Germany sa sjedištem u Njemačkoj. U završnom je radu detaljno razrađen čitavi proces kompletne izrade poklopaca, od proizvodnje do svih potrebnih kontrola (ulazne, međufazne, završne). Podaci dobiveni završnom kontrolom gotovog poklopca, statistički se obrađuju, te se prikazuje sposobnost cjelokupnog procesa te se predlažu moguća poboljšanja. Through this final work is shown and explained procedure of complete working cover for the pressure vessel, which is prepared in the company Novi Feromont in Donji Kraljevec, requested from company Trench Germany, based in Germany. In this final work was elaborated process of working cover for pressure vessel, from production to all needed types of control. Data which was obtained from final control of finished cover for the pressure vessel are statistically analyzed, and then shown the ability of the entire process, with suggestion of possible improvement. 3
8 Popis korištenih kratica USL LSL T M σ NP gornja granica tolerancije (Upper specification limit) donja granica tolerancije (Lower specification limit) tolerancija (Tolerance) sredina tolerancijskog polja (Middle of tolerance field) standardno odstupanje (Standard deviation) normalan proces (Normal process) x C p C r C PL C PU k C pk aritmetička sredina (Arithmetic mean) potencijalna sposobnost (Potential capability) omjer sposobnosti (Ratio capability) donja potencijalna sposobnost (Lower potential capability) gornja potencijalna sposobnost (Upper potential capability) faktor korekcije necentriranosti (Correction factor centeredness) demonstrirana izvrsnost (Demonstrative excellence) 4
9 Sadržaj 1. Uvod Opis i namjena tlačnih posuda Opčenito o tlačnim posudama Izrada poklopca visokotlačne posude Tvornički nacrt poklopca Tehnološki postupak izrade poklopca visokotlačne posude Vrste kontrola Plan izvođenja kontrolnih operacija Dijagram tijeka procesa izrade poklopca Ultrazvučno ispitivanje poklopca tlačne posude Strojna obrada poklopca visokotlačne posude Pjeskarenje poklopca visokotlačne posude Završna obrada poklopca visokotlačne posude Obrada podataka statistikom Sposobnost procesa pri izradi poklopca visokotlačne posude Sposobnost procesa u dužem vremenskom razdoblju Kontrolne karte Odabir i primjena kontrolne karte kod visokotlačnog poklopca Analiza i obrada podataka Prijedlozi za poboljšanje kvalitete Zaključak Literatura
10 Popis slika 1. Slika 2.1 Visokotlačna posuda u funkciji Slika 2.1 Visokotlačna posude Slika 3.6 Smještaj ultrazvuka u odnosu na ostale zvukove Slika 3.7 Baždarenje pomoću etalona Slika 3.8 Uređaj za UZ kontrolu Slika 3.9 Strojna obrada poklopca Slika 3.10 Zaštita poklopca prije pjeskarenja Slika 3.11 Pjeskara Slika 3.12 Poklopci nakon pjeskarenja Slika 3.13 Mikrotester Slika 4.1 Parametri kod definiranja indeksa sposobnosti procesa Slika 4.2 Primjeri varijabilnosti procesa sa različitim indeksima Cp Slika 4.4 Osjetljivost x -r kontrolne karte Slika 4.5 Gaussova krivulja vrijednosti prirubnice poklopca visokotl. posude Slika 5 Izrađeni poklopac visokotlačne posude
11 Popis tablica 1. Tablica 3.20 Tehnološki postupak izrade poklopca Tablica 3.21 Tijek tehnološkog postupka izrade poklopca Tablica 3.3 Oznake vrsta kontrola kvaliteta Tablica 3.4 Plan izvođenja kontrolnih operacija Tablica 3.5 Opis točaka dijagrama tijeka procesa izrade Tablica 4.2 Vrijednost Cp i sposobnost procesa
12 1. UVOD Sam zadatak ovog završnog rada je najprije prikazati proizvodni proces izrade poklopca tlačne posude, sa svim razrađenim kontrolama koje se obavljaju prilikom čitavog postupka izrade visokotlačnog poklopca, kako bi se kao gotov proizvod sastavio sa kučištem, te što preciznije izrađen plasirao na tržište. Potrebne kontrole koje se javljaju prilikom procesa proizvodnje poklopca tlačne posude su sljedeće: ulazna kontrola limova, ultrazvučno ispitivanje materijala poklopca, mjerenje dimenzija poklopca, kontrola brtvenih površina i navojnih rupa, mjerenje debljine boje nakon postupka lakiranja te završna kontrola prije otpreme proizvoda. Osiguranje kvalitete odgovorno je za provedbu propisa zahtjeva kvalitete. U slučaju nepravilnosti potrebno je najprije utvrditi sam uzrok greške kako bi se poduzele potrebne mjere za korekciju nepravilnosti. Osiguranje kvalitete, kao takvo, u procesu je proizvodnje veoma važno, gotovo neophodno ukoliko se želi zadržati i unaprijediti postojeća kvaliteta proizvoda. U nastavku se ovog završnog rada promatra diobeni promjer prirubnice poklopca visokotlačne posude, pošto je to ujedno i najbitnija mjera čitavog poklopca (zadana tolerancijom). Promatra se proces od 50 identičnih poklopaca, te se na svakim od njih precizno uzima mjera diobenog promjera prirubnice te bilježi, kako bi se kasnije dobio uvid u samu sposobnost procesa izrade, te predložila moguća poboljšanja, ako su ona naravno i potrebna. 8


13 2. OPIS I NAMJENA TLAČNIH POSUDA 2.1. Općenito o tlačnim posudama Tlačne posude ponajviše se koriste u grani elektrotehnike kao prekidači. Sastoje se od dva dijela, kučišta te poklopca koji je montiran na samo kučište. Sami prekidači su uređaji koji služe za sklapanje i uklapanje strujnih krugova, ali također i za zaštitu strujnih krugova od struja kratkog spoja. Mogu se podijeliti na niskonaponske i visokonaponske prekidače. U poduzeću Novi Feromont, iz Donjeg Kraljevca proizvode se samo visokonaponski. Kod takvih vrsta prekidača postoji problem električnog luka, pa se zbog toga mogu podijeliti na hidromatske, pneumatske, uljne i na SF6 prekidače. Tlačne posude koje se izrađuju kod nas u Novom Feromontu pune se sa SF6 plinom. Taj plin ima dobra svojstva za gašenje luka, pošto ima 15% veću probojnu čvrstoću u odnosu na ulje. Prekidači rade na način da plin ulazi u komoru, te gasi luk. Plin zatim ulazi u kotao gdje mu se tlak spušta na nekih 1 bar, da bih kasnije kompresor ponovno dizao plin na tlak od oko otprilike 10 bara. Pri gašenju luka, plin ispunjava sve šupljine radi bolje izolacije. Visokotlačna posuda, izrađena kod nas u Novom Feromontu prikazana je na slici 2.2, dok je tlačna posuda u praktičnoj primjeni, prikazana na slici 2.1. Slika 2.1 Visokotlačna posuda u funkciji Slika 2.2 Visokotlačna posuda 9
14 3. IZRADA POKLOPCA VISOKOTLAČNE POSUDE 3.1. Tvornički nacrt poklopca 10
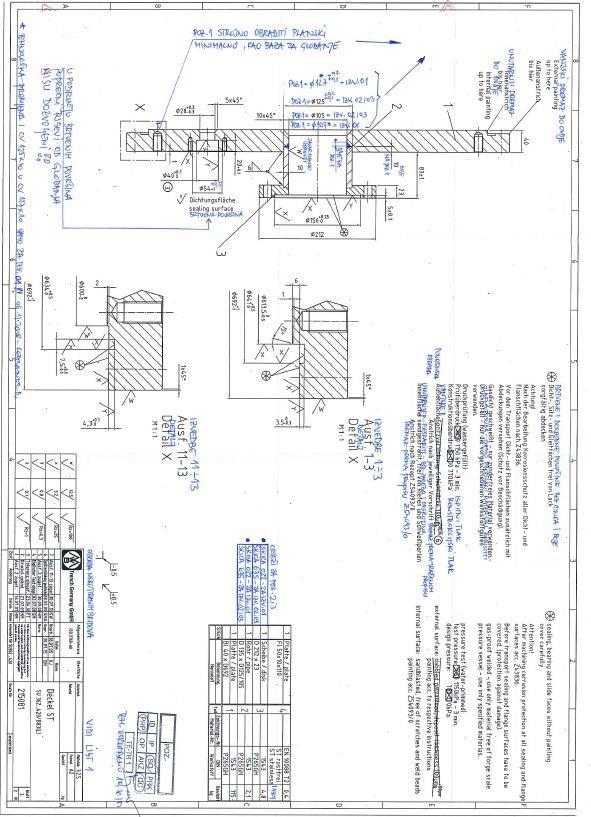
15 11
16 3.2. Tehnološki postupak izrade poklopca visokotlačne posude Kao što je i spomenuto, visokotlačne se posude sastoje od dva dijela, poklopca i kučišta. Oba dijela izrađuju se paralelno, te se nakon završene izrade probno montiraju. U tehnološkom postupku izrade (tablica 3.20) dan je detaljan opis i sljedbeni poredak operacija izrade poklopca. Na temelju proračuna svakoj operaciji pridodano je vrijeme izrade, odnosno vrijeme potrebno za provođenje svake pojedine operacije. Operacije kooperacije ne ubrajaju se u ukupno tehnološko vrijeme, jer se na njih ne čeka, već su one dopremljene od kooperanata, te se nalaze u skladištu poluproizvoda. Redni broj Naziv operacija Opis Radno mjesto/ radni stroj Trajanje (min) 1. Ulazna kontrola lima Vizualna kontrola limova Skladište 1,00 2. Pjeskarenje lima 3. Ultrazvučna kontrola lima Pjeskarenje lima na protočnoj pjeskari Ispitivanje lima ultrazvukom Pjeskara 20,00 Skladište 35,00 4. Kooperacija-kružno savijanje Hladno savijanje Kooperacija - 5. Rezanje na Cnc stroju Rezanje pozicije Cnc stroj 20,00 6. Ultrazvučna kontrola UZ kontrola zavara Kontrolor 35,00 7. Bušenje 8. Montaža pozicije 9. Zavarivanje pozicije Bušenje i narezivanje navoja M8 Montiranje pozicije (bez zavarivanja) Zavarivanje pozicije nakon montaže Strojna obradaradijalna bušilica 15,00 Bravarski rad 5,00 Bravarski rad 20, Brušenje Brušenje i čišćenje zavara Bravarski rad 20, Bušenje i narezivanje navoja Bušenje i narezivanje navoja M12 Strojna obradaradijalna bušilica 30, Bušenje Pomoću šablone Š-365 zacrtati položaj za rupe i bušiti prema crtežu Strojna obradaradijalna bušilica 90, Glodanje Glodanje priključaka Glodalica 15, Bušenje rupa i narezivanje navoja Bušenje i narezivanje navoja M6 Strojna obradaradijalna bušilica 30,00 12
17 15. Dorada pozicije Dorada pozicije nakon montaže Bravarski rad 20, Brušenje Brušenje zavara Bravarski rad 15, Označavanje 18. Zaštita prije pjeskarenja 19. Ručno pjeskarenje 20. Unutarnje bojanje Signiranje oznaka na poklopac Zaštititi brtvene površine i navojne rupe Pjeskariti izvana i iznutra do stupnja čistoće SA3 prema DIN T4 (ISO 8501) Unutarnje površine bojati: 1x40 mikrona-relonit 626-ES 2K-Einschichtlack RAL 7035 seidenmatt + RELONIT Harter (10:1 težinski)+ RELONIT nitro Vrijeme sušenja kod 20 C i relativne vlažnosti 65% je od 6-8 sati. Nakon toga vremena moguć je popravak oštećenja boje. Otprema 30,00 Otprema 20,00 Antikorozijska zaštita 15,00 Antikorozijska zaštita 30, Vanjsko bojanje 22. Završno čišćenje poklopca Vanjske površine bojati odmah ili najkasnije 24 sata nakon pjeskarenja sa: Temeljni premaz 1x80 mikrona CHING EPzinkstaub, EMD 156-HS Grau+Harter M026 (100:11 težinski)+ Razrjeđivač EM 01. Pokrivni premaz 1x40 mikrona, ASCOPLEX HV DK FL-RAL Kieselgrau- Seidenglanz (jednokomponentni pokrivni lak-razrjediv vodom). Minimalna debljina suhog sloja boje je 130 mikrona. Nakon AKZ skinuti zaštite, očistiti dosjedne i brtvene površine, te očistiti navojne rupe. Brtvene i dosjedne površine zaštititi antikorozijskim sredstvom, a navojne rupe zaštititi plastičnim čepovima Antikorozijska zaštita 60,00 Priprema za otpremu 30,00 13
18 23. Kontrola poklopca 24. Završno vanjsko bojanje 25. Završna kontrola 26. Pakiranje 27. Utovar Kontrola izmjera, navojnih rupa i brtvenih površina. Na postojeći sloj boje nadodati potrebno razliku do tražene završne debljine sloja boje. Zahtjevano 160 mikrona. Izmjeriti završni sloj boje poklopca i evidentirati u mjerni protokol. Vizualna kontrola, pripremiti za otpremu. Zapakirati proizvod tako da je zaštićen od prljavštine (zamotan u najlonsku foliju) i mora biti čvrsto pričvršćen na euro paletu (traka-vijci). Kod manipulacije za utovar i kod samog utovara paziti da ne dođe do oštećenja proizvoda. Tovarni prostor maximalno koristiti,s tim da se vodi računa da ne dođe do mogućih oštećenja pojedinih proizvoda međusobno. Kontrola 30,00 Antikorozivna zaštita 15,00 Kontrola 1,00 Priprema za otpremu 30,00 Priprema za otpremu 1,00 Tablica 3.20: Tehnološki postupak izrade poklopca 14
19 Tijek tehnološkog postupka izrade poklopca (tablica 3.21) izgleda na sljedeći način: Rezanje lima Rezanje pozicije na CNC stroju Brušenje i narezivanje navoja M8 Montaža pozicije na poklopac Zavarivanje pozicije Brušenje i čišćenje zavara Bušenje i narezivanje navoja M12 Brušenje pomoću šablone Š-365 Glodanje priključaka Bušenje i narezivanje navoja M6 Dorada pozicije nakon montaže 1 15
20 1 Brušenje zavara Označavanje (signiranje) poklopca Zaštita prije pjeskarenja Ručno pjeskarenje Unutarnje bojanje Vanjsko bojanje Završno čišćenje poklopca Pakiranje Utovar Tablica 3.21: Tijek tehnološkog postupka izrade poklopca 16
21 3.3. Vrste kontrola Tijekom čitave izrade poklopca visokotlačne posude, izvodi se više različitih kontrola. Većinu njih vršimo mi, radnici iz odjela kontrole kvalitete, dok neke od njih mogu obaviti i radnici te sam poslovođa. U kontroli potrebno se služiti planom kontrole, u kojem se nalaze podaci prikazani o tome gdje dolazi do kontrolnih točaka u procesu, o podacima o priboru kojim se je potrebno koristiti, o veličinama koje se kontroliraju i ostale napomene. U donjoj tablici 3.3. dati je pregled svih operacija takvih vrsta. Svaka od kontrole označena je različitim slovom oznake, a opis kratica koje se koriste za označavanje vrsta kontrole su sljedeće: Oznaka kontrole Vrsta kontrole Izvršioc A Kontrola prvog komada Poslovođa+kontrolor B Postotna kontrola Kontrolor C 100% kontrola Kontrolor D Ispitivanje ovlaštenog tijela Poslovođa+kontrolor E Kontrola izvršioca Samokontrola radnika Tablica 3.3: Oznake vrsta kontrola kvalitete 17
22 Kontrola prvog komada Navedena se kontrola izvršava pri samoj izradi prvog u nizu izrađenog dijela. Posebno je bitna kod ovog slučaja pošto se poklopac radi u pet serija sa po deset komada. Kontrola je detaljna, gleda se najprije pozicijski dio, a zatim i sama čistoća izrađenog dijela Postotna kontrola Postotnu kontrolu vrši osoba zadužena za kontroliranje poklopaca tlačnih posuda. Navedena se kontrola vrši u više navrata, gdje se tijekom njegove izrade pregledava te bilježi šta je još na poklopcu potrebno napraviti, ili izmjeniti %-tna kontrola 100%-tna kontrola vrši se kad voditelj proizvodnje proizvod smatra gotovim, pjeskarenim. U navedenom se slučaju prema crtežu najprije provede pozicijska provjera, a zatim je potrebno provjeriti završnu čistoću poklopaca. Sva okom vidljiva oštećenja potrebno je sanirati, ne bi li poklopac što kvalitetniji izašao iz poduzeća Ispitivanje ovlaštenog tijela Navedena se kontrola temelji na ispitivanju poslovođe, a namijenjeno je samom kontroloru. Radi se o tome da je kontrolor dužan obavijestiti poslovođu o nedostatkima proizvoda, dok je poslovođa dužan rasporediti ljude, te omogućiti da se nedostatci uspiju ukloniti ili popraviti Kontrola izvršioca Kontrola izvršioca izvršava se tijekom čitave izrade proizvoda. Obavlja je sam radnik, koji je u slučaju da vidi grešku, dužan istu popraviti, a u slučaju nemogućnosti obavijestiti poslovođu. 18
23 3.4. Plan izvođenja kontrolnih operacija U tablici 3.4 prikazani su redoslijed i stavke plana izvođenja kontolnih operacija. Redni broj operacije Naziv operacije izrade Radno mjesto Metoda kontrole Karakteristike predmeta kontrole Sredstvo za mjerenje Vrsta kontrole Zapisi i upute kontrole kvalitete -matična 1/10 Kontrola limova Ulazna kontrola Vizualno/dimenzionalna -dimenzije -oblik -stanje površine -ravnalo -metar UZ uređaj C knjiga materijala -izvješće o UZ kontroli 2/20 Rezanje limova Izrada pozicija Vizualno/dimenzionalna -oblik -dimenzije -ravnalo -metar E -operacijski list 3/30 Ugradnja pozicije na poklopac Montaža dijelova Vizualno/dimenzionalna -mjere zadane crtežom -ravnalo -metar E -crtež poklopca 4/40 Bušenje i strojna obrada poklopca Strojna obrada Vizualno/dimenzionalna -mjere zadane crtežom -kvaliteta brtvenih površina -pomično mjerilo -ravnalo E -crtež poklopca 5/50 Zavarivanje pozicije MAG postupkom Zavarivanje Vizualna -ravnost brušenog zavara -lineal -pločica za provjeru zavara E -plan zavarivanja -crtež poklopca Unutarnje 6/60 brušenje nadvišenja Brušenje Vizualna -visina nadvišenja -ravnalo E -crtež poklopca zavara 7/70 Označavanje poklopca Otprema Vizualna -oznake prema tehničkom propisu kupca -čelična slova i brojevi C, E -podaci o ugrađenom materijalu 8/80 Priprema za pjeskarenje i zaštita Priprema za AKZ Vizualna -potpuna zaštita brtvene površine -zaštitni materijal E -crtež poklopca 19
24 9/90 Pjeskarenje poklopca Pjeskara Vizualna -potpunost pjeskarenja -stupanj čistoće Slikovni uzorci stupnja čistoće E / 10/100 Temeljito bojanje Lakirnica Vizualno/dimenzionalna -potpunost bojanja -debljina sloja -uređaj za mjerenje debljine boje E / -kvaliteta 11/110 Čišćenje navoja i brtvenih površina Lakirnica Vizualna brtvenih površina -čistoća površina -prolaznost -brusni papir -navojna svrdla E / navoja -čistoća -uređaji za 12/120 Završna kontrola čišćenja poklopca Lakirnica Vizualna površina -prolaznost navoja -kvaliteta brtvenih mjerenje hrapavosti -navojni kalibri -pomična C -mjerni protokol površina mjerila 13/130 Završno bojanje poklopca Lakirnica Vizualno/dimenzionalna -potpunost bojanja -debljina sloja boje -uređaj za mjerenje debljine sloja boje E -dnevnik bojanja 14/140 Završna kontrola bojanja poklopca Otprema Vizualna -debljina sloja boje Prijonjljivost sloja boje -nožići za ispitivanje prijonjljivosti C -mjerni protokol -zaštićenost od 15/150 Pakiranje i utovar Otprema Vizualna oštečenja rubova -potpunost / E / pakiranja 16/160 Izrada tehnološke dokumentacije poklopca Ured kontrole Vizualna -potpunost tehnološke dokumentacije -dosijei radnog naloga C Dok. po zahtjevu kupca Tablica 3.4: Plan izvođenja kontrolnih operacija 20
25 3.5. Dijagram tijeka procesa izrade poklopca sa izvođenim kontrolama Između određenih operacija izrade zadanog poklopca, potrebno je raditi više faznih kontrola, kako bi se provjeravala točnost izrade, i na vrijeme obavještavali radnici a i sam poslovođa o njihovim greškama. U ispod navedenoj tablici 3.5 prikazani je proces izrade poklopca sa umetnutim kontrolama na mjestima gdje se one događaju, a zatim je to i shematski prikazano putem dijagrama tijeka. Opis dijelova dijagrama tijeka Tehnička dokumentacija Odg. osoba 1.IZRADA DIJELOVA -pripremanje materijala pjeskarenjem -toplo i hladno rezanje limova i profila KK-kontrola kompletnosti -sortiranje dijelova po proizvodnom nalogu i radnim mjestima za sljedeće operacije -operacijski list izrade dijelova -podaci o ugrađenom materijalu -operacijski list izrade dijelova -brigadir izrade dijelova -voditelj operativne pripreme UK-ulazna kontrola -vizualna i dimenzijska kontrola dijelova -ultrazvučna kontrola limova 2.MONTAŽA POZICIJE NA POKLOPAC -pripajanje pozicije na poklopac (bez zavarivanja) MK-međufazna kontrola -ultrazvučna kontrola zavarenog spoja na poklopcu 3.STROJNA PREDOBRADA -strojno obrađivanje poklopca -crteži dijelova -UZ izvještaji -postupak pripajanja pozicije -crtež poklopca -crtež poklopca -kontrolor proizvoda UZ ispitivač -bravar -kontrolor proizvoda -radnik 4.ZAVARIVANJE POZICIJE -zavarivanje MAG postupkom MK-međufazna kontrola -kontrola zavarenog spoja -radne upute zavarivanja -radne upute zavarivanja -UT i RT izvještaji -zavarivač -kontrolor proizvoda 5. BRUŠENJE NADVIŠENJA ZAVARA -izvodi se nakon zavarivanja MK-međufazna kontrola -ultrazvučna kontrola zavarenih spojeva poklopaca -crtež poklopca -radne upute zavarivanja -UR i RT izvještaji -brigadir izrade pozicija -kontrolor proizvoda 6. ZAVRŠNA STROJNA OBRADA POKLOPCA -brušenje i čišćenje od nečistoća -crtež poklopca -poslovođa izrade pozicija 21
26 Opis dijelova dijagrama tijeka Dokumentacija Odg. osoba 7.ČIŠĆENJE POKLOPCA -čišćenje navoja i brtvenih površina -crteži dijelova i sklopova -brigadir izrade pozicija 8.OZNAČAVANJE I PRIPREMA ZA AKZ -označavanje materijala i identifikacije posude -zaštita brtvenih površina i navojnih rupa za pjeskarenje -zapisnik o načinu provođenja AKZ -kontrolor KK- Kontrola kompletnosti i predaja gotovih proizvoda u postupak AKZ-a -otpremna specifikacija -kontrolor -brigadir izrade pozicija 9.AKZ -pjeskarenje -temeljno bojanje Zinkstaub bojom -vanjsko i unutarnje bojanje -završno bojanje 10.PRIPREMA ZA OTPREMU -čišćenje brtvenih površina, navoja i unutarnjih površina poklopca -konzerviranje brtvenih površina ZK-završna kontrola -mjerna kontrola -kontrola brtvenih površina -čistoća navoja i ostalih površina -debljina sloja AKZ-a -indetifikacija -postupnik bojanja -kontrolna karta AKZ -crteži dijelova i sklopova -mjerni listovi proizvoda -indetifikacijska kartica -kontrolna karta AKZ -voditelj AKZ -smjenovođe AKZ -poslovođa izrade pozicija -brigadir izrade pozicija -kontrolor proizvoda 11.PAKIRANJE I UTOVAR -pakiranje na palete -utovar i osiguranje za transport -otpremnica gotovih proizvoda -voditelj transporta Tablica 3.5 Opis točaka dijagrama tijeka procesa izrade 22
27 23

28 3.6. Ultrazvučno ispitivanje poklopca tlačne posude Ultrazvučno ispitivanje materijala je nerazorna metoda ispitivanja koja svoju široku primjenu ima u području strojarstva, elektrotehnike, graditeljstva itd. Temelji se na detekciji ultrazvučnih signala koji dolaze s predmeta ispitivanja i pretvaranju tih signala u zvukove iz frekvencijskog područja koje ljudi mogu čuti. Njezinom primjenom moguće je otkriti mjesto kvara (propuštanja), te time bitno utjecati na smanjenje troškova uslijed gubitaka u eksploataciji. Ultrazvuk je zvuk čija je frekvencija iznad 20 khz, odnosno iznad gornje granice čujnosti ljudi. Prilikom procesa izrade poklopca, potrebno je provesti ultrazvučno ispitivanja. Najprije je potrebno provesti ultrazvučnu kontrolu materijala koji se koristi pri izradi prirubnica poklopaca tlačnih posuda. Tu se ujedno i vrši kontrola unutrašnjosti lima, s ciljem da se otkrije postoje li šupljine ili uključci u materijalu, nastali tijekom njegove izrade. Ukoliko rezultati ispitivanja prikažu da materijal u sebi sadrži šupljine i/li uključke lim je moguće reklamirati dobavljaču, ili se ide na još jednu prihvatljivu opciju, a to je da se taj lim koristi za neke druge pozicije, koje nisu podvrgnute visokotlačnim naprezanjima, te se i tako uspije iskoristiti. Slika 3.6 Smještaj ultrazvuka u odnosu na ostale zvukove 24
. Nakon što se uređaj izbaždari (slika 3.")

29 Ultrazvučna ispitivanja u poduzeću obavlja samo odgovarajuća osoba, koja je završila tečaj ispitivanja, te je ujedno i dobro upoznata sa njim. Prije samog početka ultrazvučne kotrole limova, potrebno je uređaj za ispitivanje baždariti pomoću etalona (slika 3.6). Nakon što se uređaj izbaždari (slika 3.7), proces ultrazvučnog ispitivanja može započeti. Na samom početku ispitivanja lim koji se ispituje potebno je dobro poprskati vodom (slika 3.8) koja na materijal djeluje kao izolator. Ukoliko nema vode između sonde uređaja i površine materijala, ultrazvučnu kontrolu nije moguće pravilno obaviti. Prilikom ultrazvučnog ispitivanja potrebno je cijelu površinu lima koji se ispituje podijeliti na više segmenata, te se svaki segment zasebno ispituje. Ukoliko se prilikom ispitivanja pojavi signal prije signala koji označuje debljinu lima, znači da se u unutrašnjosti lima pronašla šupljina. Na kraju se ispitivanja podnosi pismeni izvještaj kojim se utvrđuje hoće li se lim koristiti u daljnjem procesu proizvodnje ili ne. Slika 3.7 Baždarenje pomoću etalona Slika 3.8 Uređaj za UZ kontrolu 25


30 3.7. Strojna obrada poklopca visokotlačne posude Sljedeća po redu je strojna obrada poklopca (slika 3.10), prilikom koje se obrađuju dosjedne i brtvene površine. Kod strojne obrade buše se rupe pomoću radijalne bušilice, te se izrađuju navojne rupe. Bitno je napomenuti da se kod brtvenih površina ne smije nalaziti nikakvo oštećenje, pošto i ono najmanje može biti uzrok popuštanja plina iz tlačne posude. Za bušenje rupa na poklopcima tlačnih posuda koriste se određene, unaprijed izrađene šablone. Radnici u strojnoj obradi rade u dvije smjene, te se prilikom mijenjanja smjene, na nacrt izrađivanog komada označi do koje je on faze napravljen. Navedeno je potrebno raditi zbog većih serija komada, radi što lakšeg snalaženja radnika. Nakon strojne obrade, poklopac se pregledava od strane kontrolora, te ako je u redu šalje na pjeskaru. U procesu pjeskarenja poklopac se čisti od sitnih nečistoća koje su nastale prilikom tehnološkog prostupka, do nečistoća koja se javljaju na površini samog materijala, nećistoće zvane hrđa. Prije pjeskarenja potrebno je fizički zaštititi sve navojne rupe i brtvene površine (slika 3.11), kako ne bi došlo do njihovog oštećenja prilikom pjeskarenja. Navojne se rupe štite plastičnim čepovima, dok je brtve potrebno zaštititi metalnim okvirima. Slika 3.9 Strojna obrada poklopca Slika 3.10 Zaštita poklopca prije pjeskarenja 26
 s ciljem uklanjanja različitih tipova nečistoća iz različitih površina pomoću abrazivnog sredstva.")
31 3.8. Pjeskarenje poklopca visokotlačne posude Pjeskarenje je tehnološki postupak koji se vrši u posebno zaštićenom prostoru (pjeskara, slika 3.8) s ciljem uklanjanja različitih tipova nečistoća iz različitih površina pomoću abrazivnog sredstva. Poklopac je spreman za pjeskarenje tek kada je očišćen od grubljih nečistoća, te kada je u potpunosti zavaren. U procesu pjeskarenja, proizvod se čisti od sitnih nečistoća koja su nastala uslijed tehnološkog postupka, pa sve do nečistoća koja se javljaju na površini samog materijala (hrđa). Rezultat očišćene površine ovisi o brojnim čimbenicima, kao što su težine čestica abrazivnog sredstva, brzine čestica, oblika čestica itd. Slika 3.11 Pjeskara 27
 poklopac je potrebno završno očistiti te se nakon kontrole izmjera i kontrole brtvenih i navojnih površina, šalje u lakirnicu.")

32 3.9. Završna obrada poklopca visokotlačne posude Nakon pjeskarenja (slika 3.12) poklopac je potrebno završno očistiti te se nakon kontrole izmjera i kontrole brtvenih i navojnih površina, šalje u lakirnicu. U lakirnici mu se prilikom završnog bojanja pridodaje preostali postotak od ukupne debljine boje. Debljina sloja boje mjeri se pomoću digitalnog uređaja nazvanog mikrotesterom (slika 3.13). Kod poklopaca visokotlačnih posuda, završna debljina sloja boje bi trebala biti minimalno 160 µm. Nakon završnog bojanja proizvoda, te čekanja da se boja dobro prosuši veoma je važno prekontrolirati debljinu sloja boje. Jedna od najčešćih reklamacija dobivene od strane kupaca, odnosi se upravo na debljinu boje, stoga joj tome potrebno posvetiti veliku pažnju. Pri kontroliranju debljine sloja boje moguća su dva scenarija. Prvi je da je debljina zadovoljavajuća, te je poklopac spreman za otpremu, dok je drugi scenarij slučaj kada debljina boje ne zadovoljava, te je poklopac potrebno pojačavati bojom sve dok se ne postigne traženih 160 µm. Ovisno o samoj veličini proizvoda, provodi se određeni broj mjerenja, te se na kraju uzima srednja vrijednost izmjerenih veličina, te se ona evidentira u mjerni protokol. Za navedeni slučaj, pošto se radi o podosta malenom poklopcu, dovoljno je provedenih mjerenja. Kad je debljina boje zadovoljavajuća, proizvod je potrebno obilježiti kontrolnom karticom, kojom se kompletira, te se može pakirati i otpremiti. Slika 3.12 Poklopci nakon pjeskarenja Slika 313. Mikrotester 28

33 4. OBRADA PODATAKA STATISTIKOM U nastavku se izrađeni poklopac mjeri, a zatim se nadalje prati mjera vanjske prirubnice, koja je zadana glavnom mjerom Φ662, te tolerancijom koja iznosi od -0.5 do +0.5, pošto je isključivo ona važna pri statistički obradi podataka Sposobnost procesa pri izradi poklopca visokotlačne posude Sposoban proces je onaj proces kod kojeg je raspon zahtjeva veći ili jednak od raspona procesa. To je ujedno i temeljni uvjet sposobnosti bilo kojeg procesa. Raspon zahtjeva predstavlja tolerancijsko područje T, koje se definira kao razlika između gornje (USL) i donje granice zahtjeva (LSL). Indeksi sposobnosti procesa (slika 4.1) predstavljaju koristan alat pomoću kojeg se vrši statistička analiza podataka dobivenih mjerenjem. Za njihovo izračunavanje potrebno je imati dozvoljene granice odstupanja ili toleranciju. Indeksi sposobnosti procesa uzimaju informacije koje postoje u histogramu i svode ih na samo jedan broj, koji izražava jedan aspekt sposobnosti procesa. Činjenica da su indeksi sposobnosti procesa pojedinačni brojevi predstavlja i prednost i nedostatak. Prednost se sastoji u tome što je najlakše za uspoređivati jedan broj, a nedostatak što je jedan broj donekle ograničenog dometa. Slika 4.1 Parametri kod definiranja indeksa sposobnosti procesa 29
34 Sposobnost procesa se procjenjuje računanjem indeksa sposobnosti procesa. Računanje i pravilna interpretacija indeksa sposobnosti procesa temelji se na sljedećim pretpostavkama: raspodjela podataka se može aproksimirati normalnom raspodjelom; proces koji se razmatra je stabilan i bez značajnih uzroka varijacija (proces je pod kontrolom ); pouzdana procjena sposobnosti procesa može se donijeti samo temeljem praćenja procesa primjenom odgovarajuće kontrolne karte i nakon dovođenja procesa u stanje statističke kontrole (stanje pod kontrolom ). Pored toga važno je naglasiti da raspon procesa podrazumijeva područje unutar ± s standardna odstupanja (6 x σ) u odnosu na sredinu procesa (99,73% površine ispod krivulje normalne raspodjele kojom se aproksimira proces). Ukoliko proces nije pod kontrolom računanje indeksa sposobnosti je puka formalnost i zavaravanje. Otklanjanjem značajnih uzroka varijacija u procesu i dovođenjem sredine procesa u okoliš ciljane vrijednosti ima smisla procjenjivati njegovu sposobnost. Analiza sposobnosti procesa u velikom je broju slučajeva zapravo sam proračun indeksa sposobnosti. Kada se željeni proces dovede u kotrolu, indeksi se računaju kako bi se pomoću njih mjerila sama kvaliteta proizvedenih dobara. Mjerenje je kvalitete zapravo procjena koliko dobro proizvodi upadaju unutar zadanog tolerancijskog polja. Zapravo, indeksom se sposobnosti opisuje stvarna sposobnost procesa da generira točno određenu karakteristiku dosljedno unutar specifikacija. Općenito se može zaključiti da čim je vrijednost indeksa viša, broj proizvoda izvan specifikacijskih granica je manji. Pomoću je toga moguće donijeti zaključak o nedovoljnom broju proizvoda koji zadovoljavaju zahtjeve, pa su potrebna dodatna poboljšanja. Uzimajući u obzir vrijeme odvijanja procesa procjenjivanje sposobnosti može pripadati sljedećim kategorijama: a) Sposobnost procesa u kratkom vremenskom razdoblju (Short-Term Capability) b) Preliminarna sposobnost procesa (Preliminary Process Capability) c) Sposobnost procesa u dužem vremenskom razdoblju (Long-Term Capability) 30
35 4.2. Sposobnost procesa u dužem vremenskom razdoblju Indeksi sposobnosti ovog se procesa računaju nakon odvijanja procesa tijekom razložno dugog vremenskog razdoblja u kojem su se mogli pojaviti svi mogući utjecaji varijacija procesa. Preporuka je 20 proizvodnih dana ( preporuka dolazi iz tvrtke Ford). Pošto se proces mjerenja vanjskih prirubnica na visokotlačnim poklopcima vršio od do kao takav spada isključivo u tu grupu proučavanja sposobnosti procesa. Indeksi su slijedeći: a) Potencijalna sposobnost C p b) Omjer sposobnosti C r c) Gornja i donja potencijalna sposobnost C PL i C PU d) Faktor korekcije necentriranosti k e) Demonstrirana izvrsnost C pk Potencijalna sposobnost Važnost indeksa potencijalne sposobnosti veoma je velika, samim time što njezina vrijednost prikazuje da li neki proces može biti sposoban. Vrijednost indeksa potencijalne sposobnosti C p kreće se od blizine nule pa sve do veoma velikih pozitivnih brojeva. Kako se i spomenulo, rasipanje je procesa manje što je vrijednost indeksa veća (slika 4.2). Teorijski je proces sposoban ako je C p veće ili jednako od jedan. Sve dok je srednja vrijednost rezultata mjerenja jednaka centralnoj točki tolerancije može se komentirati i povezati C p i preciznost procesa, tablica br Nedostatak ovog indeksa je u tome što zanemaruje sredinu procesa, te se u slučaju loše centriranosti procesa može doći do pogrešnog zaključka. Vrijednost C p pokazuje koliko puta je širina tolerancijskog polja veća od stvarne širine odgovarajuće raspodjele, te je računa kao odnos tolerancije prema 6σ : C P = T 6σ = USL LSL 6σ 31
36 Vrijednost indeksa potencijalne sposobnosti prikazuje samo odnos između širine dozvoljenog odstupanja i stvarne širine raspodjele, no ona ni na koji način nije povezana sa položajem centra raspodjele u okviru polja dozvoljenog odstupanja. Međutim postotak grešaka pri jednakoj vrijednosti C p može se mijenjati u najširim granicama, odnosno C p može poslužiti kao karakteristika potencijalnih mogućnosti konkretnog procesa u slučaju njihovog točnog podešavanja na sredinu polja dozvoljenog odstupanja. Zato su pored C p potrebni i drugi pokazatelji, pri čemu oni moraju biti osjetljivi na poziciju razdiobe u okviru polja dozvoljenog odstupanja Slika 4.2 Primjeri varijabilnosti procesa sa različitim indeksima C p 32
37 Vrijednost Cp Sposobnost procesa > 1,33 Proces može biti sposoban 1,0 do 1,33 Moguća sposobnost je upitna i proces treba i dalje nadzirati < 1,00 Vrlo upitna mogućnost sposobnost procesa Tablica 4.2 Vrijednost C p i sposobnost procesa Omjer sposobnosti C r Za ocjenjivanje sposobnosti procesa, potrebno je koristiti recipročnu vrijednost indeksa C p, omjer sposobnost C r. Kako bi proces bio sposoban, C r mora biti manji od 1. Ako se navedeni indeks želi prikazati u postotcima (C r x 100%) dobiva se postotak tolerancijskog područja koji je iskorišten rasponom procesa. Izračunava se na sljedeći način: C r = 6σ T = 6σ USL LSL = 1 C p Donja i gornja potencijalna sposobnost C pl i C pu Navedeni se indeksi računaju u slučaju procijenjivanja sposobnosti procesa kada je dati jednostrani zahtjev na proces. Indeksi C p i C r ne pokazuju kako je smješten proces u odnosu na granice specifikacija. Iznosi indeksa C pl i C pu računaju se korištenjem sljedećih izraza: 33
38 C pl = (x LSL) 3σ C pu = (USL x ) 3σ Faktor korekcije necentriranosti k Faktor korekcije necentriranosti k služi kao korekcija indeksa C p u pogledu njegove centriranosti, a računa se na sljedeći način: k = D x USL LSL 2 Gdje je D sredina tolerancijskog polja, a do nje se dolazi na sljedeći način: D = USL+LSL Demonstrirana izvrsnost C pk Demonstrirana izvrsnost je indeks sposobnosti koji odražava varijaciju i položaj presjeka. C pk zapravo iskazuje točnost procesa s obzirom na najlošije slike podataka. Kada bi proces bio idealno centriran tada bi k bilo jednako nuli, a C p = C pk. Pomicanjem procesa od srednje vrijednosti, k se povećava, a C pk postaje manji od C p. U praksi stvarni procesi obično pridonose povećanju škarta pa visoki indeksi sposobnosti procesa osiguravaju prihvatljivost do kraja linije C pk. Indeks demonstrirane izvrsnosti računa se na sljedeći način: C pk = C p (1 k) 34
39 4.3. Kontrolne karte Kontrolne su karte djelotvorno i jednostavno sredstvo pri postizanju statističke kontrole procesa. Jednostavno se primjenjuju na mjestu odvijanja procesa. Pomoću ovih se metoda izbjegava kontrola poslije završene proizvodnje, pošto se dijelovi proizvoda kontroliraju tijekom proizvodnje. Kontrolne karte svim sudionicima procesa daju pouzdane informacije kako da poduzimaju određene akcije vezane za proces. Kako se proizvodnja odvija, uzimaju se uzorci i kontroliraju se. Na osnovu rezultata ove kontrole zaključuje se da li se proizvodnja odvija na zadovoljavajući način ili su nastupili neki poremećaji. Ovakav način rada zahtijeva i posebno prikazivanje vrijednosti karakteristika kvalitete. Kontrola kvalitete proizvoda pomoću ove metode ne može biti usvojena u organizaciji za nekoliko dana. Ne može se implementirati u proizvodnji u kojoj se izrađuje samo nekoliko komada proizvoda. Međutim, može biti znanstveno uvedena u kontinuiranoj masovnoj proizvodnji. Opće je poznato da je u serijskoj, visoko serijskoj i masovnoj proizvodnji kontrola prvog komada obveza, dok je kontrola nakon izrade određenog broja komada ili periodična kontrola ovisna o raznim čimbenicima. U svakom slučaju, na temelju izvršene kontrole, bilo prvog ili n-tog komada, rukovoditelj mora donijeti određene odluke, da li nastaviti sa radom ili zaustaviti proizvodnju na neko, određeno vrijeme. Zapravo, kontrolne su karte zajednički jezik o stanju procesa koji se primjenjuje u komunikaciji. Kontrolne se karte, prema sadržaju koji prate dijele na tri temeljne skupine: a) Kontrolne karte za mjerljive karakteristike b) Specijalne kontrolne karte c) Kontrolne karte za atributivne karakteristike Pošto su za slučaj ovog završnog rada potrebne kontrolne karte za mjerljive karakteristike, važno je napomentu da postoji više vrsta njih, od kojih su najčešće korištene: a) x R kontrolna karta b) X karta, karta mjera c) x σ kontrolna karta d) Kontrolna karta za individualno praćenje kvalitete 35
40 4.4. Odabir i primjena kontrolne karte kod visokotlačnog poklopca Kontrolnih karata za mjerljive karakteristike ima različitih tipova, pa je potrebno odrediti kojim od njih se služiti. Sve kontrolne karte za mjerljive karakteristike bazirane su na normalnoj razdiobi. x R kontrolna karta daje uvid u kretanje proizvodnog procesa na temelju statističke teorije i vjerojatnosti, a pomoću nje se registriraju dva važna pokazatelja procesa, a to su kretanje raspona uzoraka R i te kretanje aritmetičkih sredina uzoraka x i. Njezina primjena dolazi do izražaja kod velikoserijske i serijske proizvodnje, gdje se kompletna kontrola svodi na mjerenje malih broja uzoraka, te su troškovi kontrole smanjeni. Na osnovi krivulje Gaussove razdiobe može se sagledati način na koji se dolazi do kontrolnih granica te na čemu se temelji osjetljivost x R kontrolne karte (slika 4.2) Slika 4.4 Osjetljivost x R kontrolne karte Kao takva, navedena je karta prikladna za praćenje kontrole. Poklopci su se radili u seriji po desetak komada, i tako po 5 grupe, u terminu od do godine. U navedenom se razdoblju kontinuirano pratila te bilježila mjera vanjske prirubnice, koja bi prema nacrtu morala iznositi Φ662 ± 0.5. Mjera je odabrana samim time što je zadana tolerancijom, stoga mora biti što preciznije izrađena. 36
41 4.5. Analiza i obrada podataka Kod analize i obrade podataka najprije su se u Microsoft Excelu prikazali podaci koji su dobiveni prilikom provođenja izmjera vanjske prirubnice kod poklopca visokotlačne posude, zatim su se statistički obradili kako bi se na taj način dobio uvid u sposobnost promatranog procesa. Mjera koja se pratila mjera je diobenog promjera prirubnice, a morala bi biti u tolaranciji ± 0.5 od zadane mjere, koja iznosi Φ662mm. Nakon svakog izrađenog poklopca, digitalnim se pomičnim mjerilom pristupilo mjerenju diobenog promjera, te se svaki od rezultata zabilježio. Nakon provođenja mjerenja, mjere svih 50 ispitanih poklopaca obrađene su pomoću Excela, te je njihova Gaussovova krivulja prikazana dolje, na slici 4.5. Slika 4.5 Gaussova krivulja vrijednosti prirubnice visokotlačnog poklopca Iz dobivenih rezultata mjerenja može se zaključiti da su mjere prirubnica kod svih 50 izrađenih poklopaca u granicama tolerancije, te je rasipanje dobro, ne prelazi granice. Samim time proces se može proglasiti sposobnim. No, sama metoda ispitivanja kao takva zahtijeva podosta vremena, te ne daje uvid da li je proces potrebno dalje nadzirati. 37

42 5. PRIJEDLOZI ZA POBOLJŠANJE KVALITETE Iako je proces prema statističkom mjerenju svakog od poklopaca proglašen sposobnim, ako je ikako u mogućnosti, potrebno bi bilo težiti da se sposobnost samog procesa poveća, s namjerom da se svaki od poklopaca što preciznije izrađen plasira na tržište. Proces izrade diobenog promjera veće prirubnice prema statistički obradi podataka veoma je blizu granice koja jamči samu sposobnost procesa, no potrebno je naći način na koji bi se izrada poboljšala. Nakon razgovora sa starijim kolegama iz odjela kontrole kvalitete, prijedlozi za poboljšanje sposobnosti najprije samo navedenih prirubnica, a zatim i čitavog poklopca visokotlačne posude bili bi sljedeći: Izrada rupa na prirubnici putem CNC glodalice, čime bi se dobila dodatna preciznost kod izrade. Pri takvom bi se načinu izrade nepravilnosti i oštećenja eliminirala pri samom početku procesa izrade. Izrada tri označena uključka na najkvalitetnijoj glodalici u proizvodnji Zavarivanje središnje pozicije poklopca putem TIG-a, a ne CO 2 Slika 5. Izrađeni poklopac visokotlačne posude 38
43 6. ZAKLJUČAK Kroz ovaj je završni rad dan detaljan uvid u kontrolu i izradu poklopca tlačne posude, koji se proizvodi u poduzeću Novi Feromont, u Donjem Kraljevcu. Na samom je početku objašnjen tehnološki postupak izrade takve vrste poklopaca, gdje se navodi naziv i opis svih potrebnih operacija izrade, mjesta i strojevi gdje se vrši izrada navedenoga, te vrijeme potrebno kako bi se koja od operacija izvela. Zatim, nabrojene su vrste kontrole koje je na poklopcu tlačne posude potrebo obaviti te je napravljen dijagram tijeka izrade poklopca, sa ubačenim vrstama kontrole, naravno na mjestima gdje se one i obavljaju. U nastavku je svaka od faza kontrole detaljnije izrađena, te joj je priloženo ime ovlaštene osobe koja ju je potrebna napraviti. Na samom se kraju ovog završnog rada kratkom statističkom analizom utvrđuje je li proces izrade poklopca sposoban, te mu se predlažu moguća poboljšanja, pošto su dobiveni rezultati prikazali kako postoji mjesta za napredak, te se poboljšanje procesa, što je naravno i u interesu poduzeća. Na samom kraju važno bi bilo napomenuti da nam statistika uveliko može dati odličan uvid u periodično stanje procesa, te ju je kao takvu neophodno potrebno koristiti za poboljšanje i unaprijeđenje kvalitete u budućnosti. U Varaždinu, , Sušec Dario 39
44 40
45 7. LITERATURA [1] Tehnička dokumentacija poduzeća Novi Feromont d.o.o Donji Kraljevec [2] Ž. Kondić: Predavanja iz kontrole kvalitete, Sveučilište u Varaždinu [3] Članak o ultrazvučnom ispitivanju: [4] Službene stranice kupca [5] V. Mudronja: Predavanja iz kontrole kvalitete 2014; FSB Zagreb; [6] Goran Kovačić i Živko Kondić: Statistička analiza sposobnosti procesa proizvodnje stretch folije, članak iz: [7] Diplomski rad: Procjenjivanje sposobnosti procesa i sposobnosti mjernog sustava OSOBNOSTI_PROCESA_I_SPOSOBNOSTI_MJERNOG_SUSTAVA.pdf 41
46 42
CJENIK APLIKACIJE CERAMIC PRO PROIZVODA STAKLO PLASTIKA AUTO LAK KOŽA I TEKSTIL ALU FELGE SVJETLA
 KOŽA I TEKSTIL ALU FELGE CJENIK APLIKACIJE CERAMIC PRO PROIZVODA Radovi prije aplikacije: Prije nanošenja Ceramic Pro premaza površina vozila na koju se nanosi mora bi dovedena u korektno stanje. Proces
KOŽA I TEKSTIL ALU FELGE CJENIK APLIKACIJE CERAMIC PRO PROIZVODA Radovi prije aplikacije: Prije nanošenja Ceramic Pro premaza površina vozila na koju se nanosi mora bi dovedena u korektno stanje. Proces
Podešavanje za eduroam ios
 Copyright by AMRES Ovo uputstvo se odnosi na Apple mobilne uređaje: ipad, iphone, ipod Touch. Konfiguracija podrazumeva podešavanja koja se vrše na računaru i podešavanja na mobilnom uređaju. Podešavanja
Copyright by AMRES Ovo uputstvo se odnosi na Apple mobilne uređaje: ipad, iphone, ipod Touch. Konfiguracija podrazumeva podešavanja koja se vrše na računaru i podešavanja na mobilnom uređaju. Podešavanja
PROJEKTNI PRORAČUN 1
 PROJEKTNI PRORAČUN 1 Programski period 2014. 2020. Kategorije troškova Pojednostavlj ene opcije troškova (flat rate, lump sum) Radni paketi Pripremni troškovi, troškovi zatvaranja projekta Stope financiranja
PROJEKTNI PRORAČUN 1 Programski period 2014. 2020. Kategorije troškova Pojednostavlj ene opcije troškova (flat rate, lump sum) Radni paketi Pripremni troškovi, troškovi zatvaranja projekta Stope financiranja
SIMPLE PAST TENSE (prosto prošlo vreme) Građenje prostog prošlog vremena zavisi od toga da li je glagol koji ga gradi pravilan ili nepravilan.
 Građenje prostog prošlog vremena zavisi od toga da li je glagol koji ga gradi pravilan ili nepravilan.") SIMPLE PAST TENSE (prosto prošlo vreme) Građenje prostog prošlog vremena zavisi od toga da li je glagol koji ga gradi pravilan ili nepravilan. 1) Kod pravilnih glagola, prosto prošlo vreme se gradi tako
SIMPLE PAST TENSE (prosto prošlo vreme) Građenje prostog prošlog vremena zavisi od toga da li je glagol koji ga gradi pravilan ili nepravilan. 1) Kod pravilnih glagola, prosto prošlo vreme se gradi tako
BENCHMARKING HOSTELA
 BENCHMARKING HOSTELA IZVJEŠTAJ ZA SVIBANJ. BENCHMARKING HOSTELA 1. DEFINIRANJE UZORKA Tablica 1. Struktura uzorka 1 BROJ HOSTELA BROJ KREVETA Ukupno 1016 643 1971 Regije Istra 2 227 Kvarner 4 5 245 991
BENCHMARKING HOSTELA IZVJEŠTAJ ZA SVIBANJ. BENCHMARKING HOSTELA 1. DEFINIRANJE UZORKA Tablica 1. Struktura uzorka 1 BROJ HOSTELA BROJ KREVETA Ukupno 1016 643 1971 Regije Istra 2 227 Kvarner 4 5 245 991
KAPACITET USB GB. Laserska gravura. po jednoj strani. Digitalna štampa, pun kolor, po jednoj strani USB GB 8 GB 16 GB.
 9.72 8.24 6.75 6.55 6.13 po 9.30 7.89 5.86 10.48 8.89 7.30 7.06 6.61 11.51 9.75 8.00 7.75 7.25 po 0.38 10.21 8.66 7.11 6.89 6.44 11.40 9.66 9.73 7.69 7.19 12.43 1 8.38 7.83 po 0.55 0.48 0.37 11.76 9.98
9.72 8.24 6.75 6.55 6.13 po 9.30 7.89 5.86 10.48 8.89 7.30 7.06 6.61 11.51 9.75 8.00 7.75 7.25 po 0.38 10.21 8.66 7.11 6.89 6.44 11.40 9.66 9.73 7.69 7.19 12.43 1 8.38 7.83 po 0.55 0.48 0.37 11.76 9.98
Biznis scenario: sekcije pk * id_sekcije * naziv. projekti pk * id_projekta * naziv ꓳ profesor fk * id_sekcije
 Biznis scenario: U školi postoje četiri sekcije sportska, dramska, likovna i novinarska. Svaka sekcija ima nekoliko aktuelnih projekata. Likovna ima četiri projekta. Za projekte Pikaso, Rubens i Rembrant
Biznis scenario: U školi postoje četiri sekcije sportska, dramska, likovna i novinarska. Svaka sekcija ima nekoliko aktuelnih projekata. Likovna ima četiri projekta. Za projekte Pikaso, Rubens i Rembrant
STRUČNA PRAKSA B-PRO TEMA 13
 MAŠINSKI FAKULTET U BEOGRADU Katedra za proizvodno mašinstvo STRUČNA PRAKSA B-PRO TEMA 13 MONTAŽA I SISTEM KVALITETA MONTAŽA Kratak opis montže i ispitivanja gotovog proizvoda. Dati izgled i sadržaj tehnološkog
MAŠINSKI FAKULTET U BEOGRADU Katedra za proizvodno mašinstvo STRUČNA PRAKSA B-PRO TEMA 13 MONTAŽA I SISTEM KVALITETA MONTAŽA Kratak opis montže i ispitivanja gotovog proizvoda. Dati izgled i sadržaj tehnološkog
Port Community System
 Port Community System Konferencija o jedinstvenom pomorskom sučelju i digitalizaciji u pomorskom prometu 17. Siječanj 2018. godine, Zagreb Darko Plećaš Voditelj Odsjeka IS-a 1 Sadržaj Razvoj lokalnog PCS
Port Community System Konferencija o jedinstvenom pomorskom sučelju i digitalizaciji u pomorskom prometu 17. Siječanj 2018. godine, Zagreb Darko Plećaš Voditelj Odsjeka IS-a 1 Sadržaj Razvoj lokalnog PCS
AMRES eduroam update, CAT alat za kreiranje instalera za korisničke uređaje. Marko Eremija Sastanak administratora, Beograd,
 AMRES eduroam update, CAT alat za kreiranje instalera za korisničke uređaje Marko Eremija Sastanak administratora, Beograd, 12.12.2013. Sadržaj eduroam - uvod AMRES eduroam statistika Novine u okviru eduroam
AMRES eduroam update, CAT alat za kreiranje instalera za korisničke uređaje Marko Eremija Sastanak administratora, Beograd, 12.12.2013. Sadržaj eduroam - uvod AMRES eduroam statistika Novine u okviru eduroam
SAS On Demand. Video: Upute za registraciju:
 SAS On Demand Video: http://www.sas.com/apps/webnet/video-sharing.html?bcid=3794695462001 Upute za registraciju: 1. Registracija na stranici: https://odamid.oda.sas.com/sasodaregistration/index.html U
SAS On Demand Video: http://www.sas.com/apps/webnet/video-sharing.html?bcid=3794695462001 Upute za registraciju: 1. Registracija na stranici: https://odamid.oda.sas.com/sasodaregistration/index.html U
GUI Layout Manager-i. Bojan Tomić Branislav Vidojević
 GUI Layout Manager-i Bojan Tomić Branislav Vidojević Layout Manager-i ContentPane Centralni deo prozora Na njega se dodaju ostale komponente (dugmići, polja za unos...) To je objekat klase javax.swing.jpanel
GUI Layout Manager-i Bojan Tomić Branislav Vidojević Layout Manager-i ContentPane Centralni deo prozora Na njega se dodaju ostale komponente (dugmići, polja za unos...) To je objekat klase javax.swing.jpanel
1. Instalacija programske podrške
 U ovom dokumentu opisana je instalacija PBZ USB PKI uređaja na računala korisnika PBZCOM@NET internetskog bankarstva. Uputa je podijeljena na sljedeće cjeline: 1. Instalacija programske podrške 2. Promjena
U ovom dokumentu opisana je instalacija PBZ USB PKI uređaja na računala korisnika PBZCOM@NET internetskog bankarstva. Uputa je podijeljena na sljedeće cjeline: 1. Instalacija programske podrške 2. Promjena
IZDAVANJE SERTIFIKATA NA WINDOWS 10 PLATFORMI
 IZDAVANJE SERTIFIKATA NA WINDOWS 10 PLATFORMI Za pomoć oko izdavanja sertifikata na Windows 10 operativnom sistemu možete se obratiti na e-mejl adresu esupport@eurobank.rs ili pozivom na telefonski broj
IZDAVANJE SERTIFIKATA NA WINDOWS 10 PLATFORMI Za pomoć oko izdavanja sertifikata na Windows 10 operativnom sistemu možete se obratiti na e-mejl adresu esupport@eurobank.rs ili pozivom na telefonski broj
Ulazne promenljive se nazivaju argumenti ili fiktivni parametri. Potprogram se poziva u okviru programa, kada se pri pozivu navode stvarni parametri.
 Potprogrami su delovi programa. Često se delovi koda ponavljaju u okviru nekog programa. Logično je da se ta grupa komandi izdvoji u potprogram, i da se po želji poziva u okviru programa tamo gde je potrebno.
Potprogrami su delovi programa. Često se delovi koda ponavljaju u okviru nekog programa. Logično je da se ta grupa komandi izdvoji u potprogram, i da se po želji poziva u okviru programa tamo gde je potrebno.
Uvod u relacione baze podataka
 Uvod u relacione baze podataka 25. novembar 2011. godine 7. čas SQL skalarne funkcije, operatori ANY (SOME) i ALL 1. Za svakog studenta izdvojiti ime i prezime i broj različitih ispita koje je pao (ako
Uvod u relacione baze podataka 25. novembar 2011. godine 7. čas SQL skalarne funkcije, operatori ANY (SOME) i ALL 1. Za svakog studenta izdvojiti ime i prezime i broj različitih ispita koje je pao (ako
Eduroam O Eduroam servisu edu roam Uputstvo za podešavanje Eduroam konekcije NAPOMENA: Microsoft Windows XP Change advanced settings
 Eduroam O Eduroam servisu Eduroam - educational roaming je besplatan servis za pristup Internetu. Svojim korisnicima omogućava bezbedan, brz i jednostavan pristup Internetu širom sveta, bez potrebe za
Eduroam O Eduroam servisu Eduroam - educational roaming je besplatan servis za pristup Internetu. Svojim korisnicima omogućava bezbedan, brz i jednostavan pristup Internetu širom sveta, bez potrebe za
CJENOVNIK KABLOVSKA TV DIGITALNA TV INTERNET USLUGE
 CJENOVNIK KABLOVSKA TV Za zasnivanje pretplatničkog odnosa za korištenje usluga kablovske televizije potrebno je da je tehnički izvodljivo (mogude) priključenje na mrežu Kablovskih televizija HS i HKBnet
CJENOVNIK KABLOVSKA TV Za zasnivanje pretplatničkog odnosa za korištenje usluga kablovske televizije potrebno je da je tehnički izvodljivo (mogude) priključenje na mrežu Kablovskih televizija HS i HKBnet
ANALIZA PRIKUPLJENIH PODATAKA O KVALITETU ZRAKA NA PODRUČJU OPĆINE LUKAVAC ( ZA PERIOD OD DO GOD.)
") Bosna i Hercegovina Federacija Bosne i Hercegovine Tuzlanski kanton Ministarstvo prostornog uređenja i zaštite okolice ANALIZA PRIKUPLJENIH PODATAKA O KVALITETU ZRAKA NA PODRUČJU OPĆINE LUKAVAC ( ZA PERIOD
Bosna i Hercegovina Federacija Bosne i Hercegovine Tuzlanski kanton Ministarstvo prostornog uređenja i zaštite okolice ANALIZA PRIKUPLJENIH PODATAKA O KVALITETU ZRAKA NA PODRUČJU OPĆINE LUKAVAC ( ZA PERIOD
Bušilice nove generacije. ImpactDrill
 NOVITET Bušilice nove generacije ImpactDrill Nove udarne bušilice od Bosch-a EasyImpact 550 EasyImpact 570 UniversalImpact 700 UniversalImpact 800 AdvancedImpact 900 Dostupna od 01.05.2017 2 Logika iza
NOVITET Bušilice nove generacije ImpactDrill Nove udarne bušilice od Bosch-a EasyImpact 550 EasyImpact 570 UniversalImpact 700 UniversalImpact 800 AdvancedImpact 900 Dostupna od 01.05.2017 2 Logika iza
IZRADA TEHNIČKE DOKUMENTACIJE
 1 Zaglavlje (JUS M.A0.040) Šta je zaglavlje? - Posebno uokvireni deo koji služi za upisivanje podataka potrebnih za označavanje, razvrstavanje i upotrebu crteža Mesto zaglavlja: donji desni ugao raspoložive
1 Zaglavlje (JUS M.A0.040) Šta je zaglavlje? - Posebno uokvireni deo koji služi za upisivanje podataka potrebnih za označavanje, razvrstavanje i upotrebu crteža Mesto zaglavlja: donji desni ugao raspoložive
TEHNOLOGIČAN PRISTUP IZRADI VRTIH I GRAĐEVINSKIH KOLICA APPROACH TO COST EFFECTIVE DESIGN GARDEN AND BUILDING CART PRODUCTION
 TEHNOLOGIČAN PRISTUP IZRADI VRTIH I GRAĐEVINSKIH KOLICA APPROACH TO COST EFFECTIVE DESIGN GARDEN AND BUILDING CART PRODUCTION Zlatko Martinović * Štefanija Klarić ** Ivan Samardžić ** * LIMEX d.o.o., Donji
TEHNOLOGIČAN PRISTUP IZRADI VRTIH I GRAĐEVINSKIH KOLICA APPROACH TO COST EFFECTIVE DESIGN GARDEN AND BUILDING CART PRODUCTION Zlatko Martinović * Štefanija Klarić ** Ivan Samardžić ** * LIMEX d.o.o., Donji
TRENING I RAZVOJ VEŽBE 4 JELENA ANĐELKOVIĆ LABROVIĆ
 TRENING I RAZVOJ VEŽBE 4 JELENA ANĐELKOVIĆ LABROVIĆ DIZAJN TRENINGA Model trening procesa FAZA DIZAJNA CILJEVI TRENINGA Vrste ciljeva treninga 1. Ciljevi učesnika u treningu 2. Ciljevi učenja Opisuju željene
TRENING I RAZVOJ VEŽBE 4 JELENA ANĐELKOVIĆ LABROVIĆ DIZAJN TRENINGA Model trening procesa FAZA DIZAJNA CILJEVI TRENINGA Vrste ciljeva treninga 1. Ciljevi učesnika u treningu 2. Ciljevi učenja Opisuju željene
TRAJANJE AKCIJE ILI PRETHODNOG ISTEKA ZALIHA ZELENI ALAT
 TRAJANJE AKCIJE 16.01.2019-28.02.2019 ILI PRETHODNOG ISTEKA ZALIHA ZELENI ALAT Akcija sa poklonima Digitally signed by pki, pki, BOSCH, EMEA, BOSCH, EMEA, R, A, radivoje.stevanovic R, A, 2019.01.15 11:41:02
TRAJANJE AKCIJE 16.01.2019-28.02.2019 ILI PRETHODNOG ISTEKA ZALIHA ZELENI ALAT Akcija sa poklonima Digitally signed by pki, pki, BOSCH, EMEA, BOSCH, EMEA, R, A, radivoje.stevanovic R, A, 2019.01.15 11:41:02
Idejno rješenje: Dubrovnik Vizualni identitet kandidature Dubrovnika za Europsku prijestolnicu kulture 2020.
 Idejno rješenje: Dubrovnik 2020. Vizualni identitet kandidature Dubrovnika za Europsku prijestolnicu kulture 2020. vizualni identitet kandidature dubrovnika za europsku prijestolnicu kulture 2020. visual
Idejno rješenje: Dubrovnik 2020. Vizualni identitet kandidature Dubrovnika za Europsku prijestolnicu kulture 2020. vizualni identitet kandidature dubrovnika za europsku prijestolnicu kulture 2020. visual
Upute za korištenje makronaredbi gml2dwg i gml2dgn
 SVEUČILIŠTE U ZAGREBU - GEODETSKI FAKULTET UNIVERSITY OF ZAGREB - FACULTY OF GEODESY Zavod za primijenjenu geodeziju; Katedra za upravljanje prostornim informacijama Institute of Applied Geodesy; Chair
SVEUČILIŠTE U ZAGREBU - GEODETSKI FAKULTET UNIVERSITY OF ZAGREB - FACULTY OF GEODESY Zavod za primijenjenu geodeziju; Katedra za upravljanje prostornim informacijama Institute of Applied Geodesy; Chair
RANI BOOKING TURSKA LJETO 2017
 PUTNIČKA AGENCIJA FIBULA AIR TRAVEL AGENCY D.O.O. UL. FERHADIJA 24; 71000 SARAJEVO; BIH TEL:033/232523; 033/570700; E-MAIL: INFO@FIBULA.BA; FIBULA@BIH.NET.BA; WEB: WWW.FIBULA.BA SUDSKI REGISTAR: UF/I-1769/02,
PUTNIČKA AGENCIJA FIBULA AIR TRAVEL AGENCY D.O.O. UL. FERHADIJA 24; 71000 SARAJEVO; BIH TEL:033/232523; 033/570700; E-MAIL: INFO@FIBULA.BA; FIBULA@BIH.NET.BA; WEB: WWW.FIBULA.BA SUDSKI REGISTAR: UF/I-1769/02,
FAKULTET TEHNIČKIH NAUKA
 UNIVERZITET U NOVOM SADU FAKULTET TEHNIČKIH NAUKA Nastavni predmet: Vežba br 6: Automatizacija projektovanja tehnoloških procesa izrade alata za brizganje plastike primenom ekspertnih sistema Doc. dr Dejan
UNIVERZITET U NOVOM SADU FAKULTET TEHNIČKIH NAUKA Nastavni predmet: Vežba br 6: Automatizacija projektovanja tehnoloških procesa izrade alata za brizganje plastike primenom ekspertnih sistema Doc. dr Dejan
Trening: Obzor financijsko izvještavanje i osnovne ugovorne obveze
 Trening: Obzor 2020. - financijsko izvještavanje i osnovne ugovorne obveze Ana Ključarić, Obzor 2020. nacionalna osoba za kontakt za financijska pitanja PROGRAM DOGAĐANJA (9:30-15:00) 9:30 10:00 Registracija
Trening: Obzor 2020. - financijsko izvještavanje i osnovne ugovorne obveze Ana Ključarić, Obzor 2020. nacionalna osoba za kontakt za financijska pitanja PROGRAM DOGAĐANJA (9:30-15:00) 9:30 10:00 Registracija
STATISTIČKA KONTROLA PROCESA I PROIZVODA U POLJOPRIVREDI. D. Horvat, Andrijana Eđed, Đ. Banaj ISSN UDK = : 63
 ISSN 1330-7142 UDK = 311.17: 63 STATISTIČKA KONTROLA PROCESA I PROIZVODA U POLJOPRIVREDI D. Horvat, Andrijana Eđed, Đ. Banaj Stručni članak Professional paper SAŽETAK Osnovni koncept statističke kontrole
ISSN 1330-7142 UDK = 311.17: 63 STATISTIČKA KONTROLA PROCESA I PROIZVODA U POLJOPRIVREDI D. Horvat, Andrijana Eđed, Đ. Banaj Stručni članak Professional paper SAŽETAK Osnovni koncept statističke kontrole
ECONOMIC EVALUATION OF TOBACCO VARIETIES OF TOBACCO TYPE PRILEP EKONOMSKO OCJENIVANJE SORTE DUHANA TIPA PRILEP
 ECONOMIC EVALUATION OF TOBACCO VARIETIES OF TOBACCO TYPE PRILEP EKONOMSKO OCJENIVANJE SORTE DUHANA TIPA PRILEP M. Mitreski, A. Korubin-Aleksoska, J. Trajkoski, R. Mavroski ABSTRACT In general every agricultural
ECONOMIC EVALUATION OF TOBACCO VARIETIES OF TOBACCO TYPE PRILEP EKONOMSKO OCJENIVANJE SORTE DUHANA TIPA PRILEP M. Mitreski, A. Korubin-Aleksoska, J. Trajkoski, R. Mavroski ABSTRACT In general every agricultural
Tutorijal za Štefice za upload slika na forum.
 Tutorijal za Štefice za upload slika na forum. Postoje dvije jednostavne metode za upload slika na forum. Prva metoda: Otvoriti nova tema ili odgovori ili citiraj već prema želji. U donjem dijelu obrasca
Tutorijal za Štefice za upload slika na forum. Postoje dvije jednostavne metode za upload slika na forum. Prva metoda: Otvoriti nova tema ili odgovori ili citiraj već prema želji. U donjem dijelu obrasca
Nejednakosti s faktorijelima
 Osječki matematički list 7007, 8 87 8 Nejedakosti s faktorijelima Ilija Ilišević Sažetak Opisae su tehike kako se mogu dokazati ejedakosti koje sadrže faktorijele Spomeute tehike su ilustrirae a izu zaimljivih
Osječki matematički list 7007, 8 87 8 Nejedakosti s faktorijelima Ilija Ilišević Sažetak Opisae su tehike kako se mogu dokazati ejedakosti koje sadrže faktorijele Spomeute tehike su ilustrirae a izu zaimljivih
KABUPLAST, AGROPLAST, AGROSIL 2500
 KABUPLAST, AGROPLAST, AGROSIL 2500 kabuplast - dvoslojne rebraste cijevi iz polietilena visoke gustoće (PEHD) za kabelsku zaštitu - proizvedene u skladu sa ÖVE/ÖNORM EN 61386-24:2011 - stijenka izvana
KABUPLAST, AGROPLAST, AGROSIL 2500 kabuplast - dvoslojne rebraste cijevi iz polietilena visoke gustoće (PEHD) za kabelsku zaštitu - proizvedene u skladu sa ÖVE/ÖNORM EN 61386-24:2011 - stijenka izvana
MINISTRY OF THE SEA, TRANSPORT AND INFRASTRUCTURE
 MINISTRY OF THE SEA, TRANSPORT AND INFRASTRUCTURE 3309 Pursuant to Article 1021 paragraph 3 subparagraph 5 of the Maritime Code ("Official Gazette" No. 181/04 and 76/07) the Minister of the Sea, Transport
MINISTRY OF THE SEA, TRANSPORT AND INFRASTRUCTURE 3309 Pursuant to Article 1021 paragraph 3 subparagraph 5 of the Maritime Code ("Official Gazette" No. 181/04 and 76/07) the Minister of the Sea, Transport
Primjena statističkih tolerancija na strojarskim pozicijama
 Završni rad br. 164/PS/2015 Primjena statističkih tolerancija na strojarskim pozicijama Tihomir Mucko, 5746/601 Varaždin, studeni. godine Odjel za Proizvodno Strojarstvo Završni rad br. 164/PS/2015 Primjena
Završni rad br. 164/PS/2015 Primjena statističkih tolerancija na strojarskim pozicijama Tihomir Mucko, 5746/601 Varaždin, studeni. godine Odjel za Proizvodno Strojarstvo Završni rad br. 164/PS/2015 Primjena
ANALIZA PRIMJENE KOGENERACIJE SA ORGANSKIM RANKINOVIM CIKLUSOM NA BIOMASU U BOLNICAMA
 ANALIZA PRIMJENE KOGENERACIJE SA ORGANSKIM RANKINOVIM CIKLUSOM NA BIOMASU U BOLNICAMA Nihad HARBAŠ Samra PRAŠOVIĆ Azrudin HUSIKA Sadržaj ENERGIJSKI BILANSI DIMENZIONISANJE POSTROJENJA (ORC + VRŠNI KOTLOVI)
ANALIZA PRIMJENE KOGENERACIJE SA ORGANSKIM RANKINOVIM CIKLUSOM NA BIOMASU U BOLNICAMA Nihad HARBAŠ Samra PRAŠOVIĆ Azrudin HUSIKA Sadržaj ENERGIJSKI BILANSI DIMENZIONISANJE POSTROJENJA (ORC + VRŠNI KOTLOVI)
2. Osnove proizvodnih mjerenja 21. proizvodnih mjerenja
 2. Osnove proizvodnih mjerenja 21 2 Osnove proizvodnih mjerenja 1. Uvod 2. SI jedinice u proizvodnim mjerenjima 3. Definicije i pojmovi u proizvodnim mjerenjima 4. Ispitivanje, mjerenje i kontrola 1. Uvod
2. Osnove proizvodnih mjerenja 21 2 Osnove proizvodnih mjerenja 1. Uvod 2. SI jedinice u proizvodnim mjerenjima 3. Definicije i pojmovi u proizvodnim mjerenjima 4. Ispitivanje, mjerenje i kontrola 1. Uvod
Bear management in Croatia
 Bear management in Croatia Djuro Huber Josip Kusak Aleksandra Majić-Skrbinšek Improving coexistence of large carnivores and agriculture in S. Europe Gorski kotar Slavonija Lika Dalmatia Land & islands
Bear management in Croatia Djuro Huber Josip Kusak Aleksandra Majić-Skrbinšek Improving coexistence of large carnivores and agriculture in S. Europe Gorski kotar Slavonija Lika Dalmatia Land & islands
Modelling Transport Demands in Maritime Passenger Traffic Modeliranje potražnje prijevoza u putničkom pomorskom prometu
 Modelling Transport Demands in Maritime Passenger Traffic Modeliranje potražnje prijevoza u putničkom pomorskom prometu Drago Pupavac Polytehnic of Rijeka Rijeka e-mail: drago.pupavac@veleri.hr Veljko
Modelling Transport Demands in Maritime Passenger Traffic Modeliranje potražnje prijevoza u putničkom pomorskom prometu Drago Pupavac Polytehnic of Rijeka Rijeka e-mail: drago.pupavac@veleri.hr Veljko
Automatske Maske za zavarivanje. Stella, black carbon. chain and skull. clown. blue carbon
 Automatske Maske za zavarivanje Stella Podešavanje DIN: 9-13 Brzina senzora: 1/30.000s Vidno polje : 98x55mm Četiri optička senzora Napajanje : Solarne ćelije + dve litijumske neizmenjive baterije. Vek
Automatske Maske za zavarivanje Stella Podešavanje DIN: 9-13 Brzina senzora: 1/30.000s Vidno polje : 98x55mm Četiri optička senzora Napajanje : Solarne ćelije + dve litijumske neizmenjive baterije. Vek
Da bi se napravio izvještaj u Accessu potrebno je na izborniku Create odabrati karticu naredbi Reports.
 IZVJEŠTAJI U MICROSOFT ACCESS-u (eng. reports) su dijelovi baze podataka koji omogućavaju definiranje i opisivanje načina ispisa podataka iz baze podataka na papir (ili PDF dokument). Način izrade identičan
IZVJEŠTAJI U MICROSOFT ACCESS-u (eng. reports) su dijelovi baze podataka koji omogućavaju definiranje i opisivanje načina ispisa podataka iz baze podataka na papir (ili PDF dokument). Način izrade identičan
DANI BRANIMIRA GUŠICA - novi prilozi poznavanju prirodoslovlja otoka Mljeta. Hotel ODISEJ, POMENA, otok Mljet, listopad 2010.
 DANI BRANIMIRA GUŠICA - novi prilozi poznavanju prirodoslovlja otoka Mljeta Hotel ODISEJ, POMENA, otok Mljet, 03. - 07. listopad 2010. ZBORNIK SAŽETAKA Geološki lokalitet i poucne staze u Nacionalnom parku
DANI BRANIMIRA GUŠICA - novi prilozi poznavanju prirodoslovlja otoka Mljeta Hotel ODISEJ, POMENA, otok Mljet, 03. - 07. listopad 2010. ZBORNIK SAŽETAKA Geološki lokalitet i poucne staze u Nacionalnom parku
- Italy. UNIVERZALNA STANICA ZA ZAVARIVANJE, SPOTER - sa pneumatskim pištoljem sa kontrolnom jedinicom TE95-10 KVA - šifra 3450
 - Italy UNIVERZALNA STANICA ZA ZAVARIVANJE, SPOTER - sa pneumatskim pištoljem sa kontrolnom jedinicom TE95-10 KVA - šifra 3450 ALATISTHERM D.O.O Koče Kapetana 25 35230 Ćuprija, Srbija Tel/fax : + 381 (0)
- Italy UNIVERZALNA STANICA ZA ZAVARIVANJE, SPOTER - sa pneumatskim pištoljem sa kontrolnom jedinicom TE95-10 KVA - šifra 3450 ALATISTHERM D.O.O Koče Kapetana 25 35230 Ćuprija, Srbija Tel/fax : + 381 (0)
Mindomo online aplikacija za izradu umnih mapa
 Mindomo online aplikacija za izradu umnih mapa Mindomo je online aplikacija za izradu umnih mapa (vrsta dijagrama specifične forme koji prikazuje ideje ili razmišljanja na svojevrstan način) koja omogućuje
Mindomo online aplikacija za izradu umnih mapa Mindomo je online aplikacija za izradu umnih mapa (vrsta dijagrama specifične forme koji prikazuje ideje ili razmišljanja na svojevrstan način) koja omogućuje
UNIVERZITET U BEOGRADU RUDARSKO GEOLOŠKI FAKULTET DEPARTMAN ZA HIDROGEOLOGIJU ZBORNIK RADOVA. ZLATIBOR maj godine
 UNIVERZITETUBEOGRADU RUDARSKOGEOLOŠKIFAKULTET DEPARTMANZAHIDROGEOLOGIJU ZBORNIKRADOVA ZLATIBOR 1720.maj2012.godine XIVSRPSKISIMPOZIJUMOHIDROGEOLOGIJI ZBORNIKRADOVA IZDAVA: ZAIZDAVAA: TEHNIKIUREDNICI: TIRAŽ:
UNIVERZITETUBEOGRADU RUDARSKOGEOLOŠKIFAKULTET DEPARTMANZAHIDROGEOLOGIJU ZBORNIKRADOVA ZLATIBOR 1720.maj2012.godine XIVSRPSKISIMPOZIJUMOHIDROGEOLOGIJI ZBORNIKRADOVA IZDAVA: ZAIZDAVAA: TEHNIKIUREDNICI: TIRAŽ:
TEHNIĈKO VELEUĈILIŠTE U ZAGREBU ELEKTROTEHNIĈKI ODJEL Prof.dr.sc.KREŠIMIR MEŠTROVIĆ POUZDANOST VISOKONAPONSKIH PREKIDAĈA
 TEHNIĈKO VELEUĈILIŠTE U ZAGREBU ELEKTROTEHNIĈKI ODJEL Prof.dr.sc.KREŠIMIR MEŠTROVIĆ POUZDANOST VISOKONAPONSKIH PREKIDAĈA SF6 PREKIDAĈ 420 kv PREKIDNA KOMORA POTPORNI IZOLATORI POGONSKI MEHANIZAM UPRAVLJAĈKI
TEHNIĈKO VELEUĈILIŠTE U ZAGREBU ELEKTROTEHNIĈKI ODJEL Prof.dr.sc.KREŠIMIR MEŠTROVIĆ POUZDANOST VISOKONAPONSKIH PREKIDAĈA SF6 PREKIDAĈ 420 kv PREKIDNA KOMORA POTPORNI IZOLATORI POGONSKI MEHANIZAM UPRAVLJAĈKI
Uvoznik: Stranica 1 od 6
 Uvoznik: SITO-MAS d.o.o. 10000 ZAGREB, Donje svetice 40 Telefon:+385(0) 1 23 43 102 Fax: +385(0) 1 23 43 101 E-pošta: sito-mas@sito-mas.hr www.sito-mas.hr Stranica 1 od 6 POWERLASER Desktop - kompaktni
Uvoznik: SITO-MAS d.o.o. 10000 ZAGREB, Donje svetice 40 Telefon:+385(0) 1 23 43 102 Fax: +385(0) 1 23 43 101 E-pošta: sito-mas@sito-mas.hr www.sito-mas.hr Stranica 1 od 6 POWERLASER Desktop - kompaktni
CRNA GORA
 HOTEL PARK 4* POLOŽAJ: uz more u Boki kotorskoj, 12 km od Herceg-Novog. SADRŽAJI: 252 sobe, recepcija, bar, restoran, besplatno parkiralište, unutarnji i vanjski bazen s terasom za sunčanje, fitnes i SPA
HOTEL PARK 4* POLOŽAJ: uz more u Boki kotorskoj, 12 km od Herceg-Novog. SADRŽAJI: 252 sobe, recepcija, bar, restoran, besplatno parkiralište, unutarnji i vanjski bazen s terasom za sunčanje, fitnes i SPA
Otpremanje video snimka na YouTube
 Otpremanje video snimka na YouTube Korak br. 1 priprema snimka za otpremanje Da biste mogli da otpremite video snimak na YouTube, potrebno je da imate kreiran nalog na gmailu i da video snimak bude u nekom
Otpremanje video snimka na YouTube Korak br. 1 priprema snimka za otpremanje Da biste mogli da otpremite video snimak na YouTube, potrebno je da imate kreiran nalog na gmailu i da video snimak bude u nekom
Upravljanje kvalitetom usluga. doc.dr.sc. Ines Dužević
 Upravljanje kvalitetom usluga doc.dr.sc. Ines Dužević Specifičnosti usluga Odnos prema korisnicima U prosjeku, lojalan korisnik vrijedi deset puta više nego što je vrijedio u trenutku prve kupnje. Koncept
Upravljanje kvalitetom usluga doc.dr.sc. Ines Dužević Specifičnosti usluga Odnos prema korisnicima U prosjeku, lojalan korisnik vrijedi deset puta više nego što je vrijedio u trenutku prve kupnje. Koncept
JEDINSTVENI PORTAL POREZNE UPRAVE. Priručnik za instalaciju Google Chrome dodatka. (Opera preglednik)
") JEDINSTVENI PORTAL POREZNE UPRAVE Priručnik za instalaciju Google Chrome dodatka (Opera preglednik) V1 OPERA PREGLEDNIK Opera preglednik s verzijom 32 na dalje ima tehnološke promjene zbog kojih nije moguće
JEDINSTVENI PORTAL POREZNE UPRAVE Priručnik za instalaciju Google Chrome dodatka (Opera preglednik) V1 OPERA PREGLEDNIK Opera preglednik s verzijom 32 na dalje ima tehnološke promjene zbog kojih nije moguće
3D GRAFIKA I ANIMACIJA
 1 3D GRAFIKA I ANIMACIJA Uvod u Flash CS3 Šta će se raditi? 2 Upoznavanje interfejsa Osnovne osobine Definisanje osnovnih entiteta Rad sa bojama Rad sa linijama Definisanje i podešavanje ispuna Pregled
1 3D GRAFIKA I ANIMACIJA Uvod u Flash CS3 Šta će se raditi? 2 Upoznavanje interfejsa Osnovne osobine Definisanje osnovnih entiteta Rad sa bojama Rad sa linijama Definisanje i podešavanje ispuna Pregled
DOSTAVUANJE PONUDA ZA WIMAX MONTENEGRO DOO PODGORICA
 CRNA GORA (1}(02.17&r/4 Ver. O;:, fjr}/ ~ AGENCUA ZA ELEKTRONSKE KOM~~IKACUE J.O.O "\\ L\lax Montenegro" BrOJ o/-lj Podoor'ca.d:ioL 20/1g0d I POSTANSKU DEJATELNOST DOSTAVUANJE PONUDA ZA WIMAX MONTENEGRO
CRNA GORA (1}(02.17&r/4 Ver. O;:, fjr}/ ~ AGENCUA ZA ELEKTRONSKE KOM~~IKACUE J.O.O "\\ L\lax Montenegro" BrOJ o/-lj Podoor'ca.d:ioL 20/1g0d I POSTANSKU DEJATELNOST DOSTAVUANJE PONUDA ZA WIMAX MONTENEGRO
ENR 1.4 OPIS I KLASIFIKACIJA VAZDUŠNOG PROSTORA U KOME SE PRUŽAJU ATS USLUGE ENR 1.4 ATS AIRSPACE CLASSIFICATION AND DESCRIPTION
 VFR AIP Srbija / Crna Gora ENR 1.4 1 ENR 1.4 OPIS I KLASIFIKACIJA VAZDUŠNOG PROSTORA U KOME SE PRUŽAJU ATS USLUGE ENR 1.4 ATS AIRSPACE CLASSIFICATION AND DESCRIPTION 1. KLASIFIKACIJA VAZDUŠNOG PROSTORA
VFR AIP Srbija / Crna Gora ENR 1.4 1 ENR 1.4 OPIS I KLASIFIKACIJA VAZDUŠNOG PROSTORA U KOME SE PRUŽAJU ATS USLUGE ENR 1.4 ATS AIRSPACE CLASSIFICATION AND DESCRIPTION 1. KLASIFIKACIJA VAZDUŠNOG PROSTORA
Odreñivanje troškova proizvodnje primenom PBC metode
 Odreñivanje troškova proizvodnje primenom PBC metode VLADIMIR V. TODIĆ, Univerzitet u Novom Sadu, Stručni rad Fakultet tehničkih nauka, Novi Sad UDC: 657.474.5 Osnovne karakteristike savremenog tržišta
Odreñivanje troškova proizvodnje primenom PBC metode VLADIMIR V. TODIĆ, Univerzitet u Novom Sadu, Stručni rad Fakultet tehničkih nauka, Novi Sad UDC: 657.474.5 Osnovne karakteristike savremenog tržišta
En-route procedures VFR
 anoeuvres/procedures Section 1 1.1 Pre-flight including: Documentation, mass and balance, weather briefing, NOTA FTD FFS A Instructor initials when training 1.2 Pre-start checks 1.2.1 External P# P 1.2.2
anoeuvres/procedures Section 1 1.1 Pre-flight including: Documentation, mass and balance, weather briefing, NOTA FTD FFS A Instructor initials when training 1.2 Pre-start checks 1.2.1 External P# P 1.2.2
WELLNESS & SPA YOUR SERENITY IS OUR PRIORITY. VAŠ MIR JE NAŠ PRIORITET!
 WELLNESS & SPA YOUR SERENITY IS OUR PRIORITY. VAŠ MIR JE NAŠ PRIORITET! WELLNESS & SPA DNEVNA KARTA DAILY TICKET 35 BAM / 3h / person RADNO VRIJEME OPENING HOURS 08:00-21:00 Besplatno za djecu do 6 godina
WELLNESS & SPA YOUR SERENITY IS OUR PRIORITY. VAŠ MIR JE NAŠ PRIORITET! WELLNESS & SPA DNEVNA KARTA DAILY TICKET 35 BAM / 3h / person RADNO VRIJEME OPENING HOURS 08:00-21:00 Besplatno za djecu do 6 godina
Struktura indeksa: B-stablo. ls/swd/btree/btree.html
 Struktura indeksa: B-stablo http://cis.stvincent.edu/html/tutoria ls/swd/btree/btree.html Uvod ISAM (Index-Sequential Access Method, IBM sredina 60-tih godina 20. veka) Nedostaci: sekvencijalno pretraživanje
Struktura indeksa: B-stablo http://cis.stvincent.edu/html/tutoria ls/swd/btree/btree.html Uvod ISAM (Index-Sequential Access Method, IBM sredina 60-tih godina 20. veka) Nedostaci: sekvencijalno pretraživanje
PREDMET: Odgovor na upit u postupku jednostavne nabave za predmet nabave Najam multifunkcijskih fotokopirnih uređaja, Evidencijski broj nabave 10/18
 Energetski institut Hrvoje Požar Savska cesta 163 10001 Zagreb OIB VAT-ID: 43980170614 Predet Subject Odgovor na upit u postupku jednostavne nabave za predet nabave Naja ultifunkcijskih fotopirnih uređaja,
Energetski institut Hrvoje Požar Savska cesta 163 10001 Zagreb OIB VAT-ID: 43980170614 Predet Subject Odgovor na upit u postupku jednostavne nabave za predet nabave Naja ultifunkcijskih fotopirnih uređaja,
PRIMJENA SUVREMENIH STATISTIČKIH METODA U KONTROLI KVALITETE KAMENE VUNE
 Završni rad br. 304/TGL/2016 PRIMJENA SUVREMENIH STATISTIČKIH METODA U KONTROLI KVALITETE KAMENE VUNE Nedeljko Bukovčan, 5247/601 Varaždin, lipanj 2016. godine Odjel za tehničku i gospodarsku logistiku
Završni rad br. 304/TGL/2016 PRIMJENA SUVREMENIH STATISTIČKIH METODA U KONTROLI KVALITETE KAMENE VUNE Nedeljko Bukovčan, 5247/601 Varaždin, lipanj 2016. godine Odjel za tehničku i gospodarsku logistiku
Upotreba selektora. June 04
 Upotreba selektora programa KRONOS 1 Kronos sistem - razina 1 Podešavanje vremena LAMPEGGIANTI 1. Kada je pećnica uključena prvi put, ili u slučaju kvara ili prekida u napajanju, simbol SATA i odgovarajuća
Upotreba selektora programa KRONOS 1 Kronos sistem - razina 1 Podešavanje vremena LAMPEGGIANTI 1. Kada je pećnica uključena prvi put, ili u slučaju kvara ili prekida u napajanju, simbol SATA i odgovarajuća
- Vežba 1 (dodatan materijal) - Kreiranje Web šablona (template) pomoću softvera Adobe Photoshop CS
 - Kreiranje Web šablona (template) pomoću softvera Adobe Photoshop CS") - Vežba 1 (dodatan materijal) - Kreiranje Web šablona (template) pomoću softvera Adobe Photoshop CS 1. Pokrenite Adobe Photoshop CS i otvorite novi dokument sa komandom File / New 2. Otvoriće se dijalog
- Vežba 1 (dodatan materijal) - Kreiranje Web šablona (template) pomoću softvera Adobe Photoshop CS 1. Pokrenite Adobe Photoshop CS i otvorite novi dokument sa komandom File / New 2. Otvoriće se dijalog
NIS PETROL. Uputstvo za deaktiviranje/aktiviranje stranice Veleprodajnog cenovnika na sajtu NIS Petrol-a
 NIS PETROL Uputstvo za deaktiviranje/aktiviranje stranice Veleprodajnog cenovnika na sajtu NIS Petrol-a Beograd, 2018. Copyright Belit Sadržaj Disable... 2 Komentar na PHP kod... 4 Prava pristupa... 6
NIS PETROL Uputstvo za deaktiviranje/aktiviranje stranice Veleprodajnog cenovnika na sajtu NIS Petrol-a Beograd, 2018. Copyright Belit Sadržaj Disable... 2 Komentar na PHP kod... 4 Prava pristupa... 6
TEHNO SISTEM d.o.o. PRODUCT CATALOGUE KATALOG PROIZVODA TOPLOSKUPLJAJUĆI KABLOVSKI PRIBOR HEAT-SHRINKABLE CABLE ACCESSORIES
 TOPOSKUPJAJUĆI KABOVSKI PRIBOR HEAT-SHRINKABE CABE ACCESSORIES KATAOG PROIZVODA PRODUCT CATAOGUE 8 TEHNO SISTEM d.o.o. NISKONAPONSKI TOPOSKUPJAJUĆI KABOVSKI PRIBOR TOPOSKUPJAJUĆE KABOVSKE SPOJNICE kv OW
TOPOSKUPJAJUĆI KABOVSKI PRIBOR HEAT-SHRINKABE CABE ACCESSORIES KATAOG PROIZVODA PRODUCT CATAOGUE 8 TEHNO SISTEM d.o.o. NISKONAPONSKI TOPOSKUPJAJUĆI KABOVSKI PRIBOR TOPOSKUPJAJUĆE KABOVSKE SPOJNICE kv OW
ISPITIVANJE ZAVARENIH SPOJEVA METODAMA BEZ RAZARANJA
 VELEUČILIŠTE U KARLOVCU STROJARSKI ODJEL PROIZVODNO STROJARSTVO MARIJAN SEDLAČEK ISPITIVANJE ZAVARENIH SPOJEVA METODAMA BEZ RAZARANJA ZAVRŠNI RAD Mentor: Predavač: Tihana Kostadin, mag. ing.stroj. KARLOVAC,
VELEUČILIŠTE U KARLOVCU STROJARSKI ODJEL PROIZVODNO STROJARSTVO MARIJAN SEDLAČEK ISPITIVANJE ZAVARENIH SPOJEVA METODAMA BEZ RAZARANJA ZAVRŠNI RAD Mentor: Predavač: Tihana Kostadin, mag. ing.stroj. KARLOVAC,
PROVJERA MAHANIČKIH OSOBINA I KVALITETA POVRŠINSKE ZAŠTITE TRAPEZNOG ČELIČNOG LIMA ZA KROVOPOKRIVANJE
 6. Naučno-stručni skup sa međunarodnim učešćem KVALITET 2009, Neum, B&H, 04. - 07. juni, 2009. PROVJERA MAHANIČKIH OSOBINA I KVALITETA POVRŠINSKE ZAŠTITE TRAPEZNOG ČELIČNOG LIMA ZA KROVOPOKRIVANJE CROSSCHECK
6. Naučno-stručni skup sa međunarodnim učešćem KVALITET 2009, Neum, B&H, 04. - 07. juni, 2009. PROVJERA MAHANIČKIH OSOBINA I KVALITETA POVRŠINSKE ZAŠTITE TRAPEZNOG ČELIČNOG LIMA ZA KROVOPOKRIVANJE CROSSCHECK
TEHNOLOGIJA IZRADE KONZERVATORA TRANSFORMATORA. Application of welding technology in the transformer conservator manufacturing process
 TEHNOLOGIJA IZRADE KONZERVATORA TRANSFORMATORA Application of welding technology in the transformer conservator manufacturing process Valnea Starčević 1, Domagoj Đaković 2, Denis Bobičanec 3, Veljka Žugec
TEHNOLOGIJA IZRADE KONZERVATORA TRANSFORMATORA Application of welding technology in the transformer conservator manufacturing process Valnea Starčević 1, Domagoj Đaković 2, Denis Bobičanec 3, Veljka Žugec
WWF. Jahorina
 WWF For an introduction Jahorina 23.2.2009 What WWF is World Wide Fund for Nature (formerly World Wildlife Fund) In the US still World Wildlife Fund The World s leading independent conservation organisation
WWF For an introduction Jahorina 23.2.2009 What WWF is World Wide Fund for Nature (formerly World Wildlife Fund) In the US still World Wildlife Fund The World s leading independent conservation organisation
ALATI ZA POBOLJŠAVANJE KVALITETE QUALITY IMPROVEMENT TOOLS
 ISSN 1846-6168 UDK 65.012.4 ALATI ZA POBOLJŠAVANJE KVALITETE QUALITY IMPROVEMENT TOOLS Dražen Čelar, Vladimir Valečić, Dubravko Željezić, Živko Kondić Stručni članak Sažetak: Kvaliteta je postala svjetski
ISSN 1846-6168 UDK 65.012.4 ALATI ZA POBOLJŠAVANJE KVALITETE QUALITY IMPROVEMENT TOOLS Dražen Čelar, Vladimir Valečić, Dubravko Željezić, Živko Kondić Stručni članak Sažetak: Kvaliteta je postala svjetski
Engineering Design Center LECAD Group Engineering Design Laboratory LECAD II Zenica
 Engineering Design Center Engineering Design Laboratory Mašinski fakultet Univerziteta u Tuzli Dizajn sa mehatroničkom podrškom mentor prof.dr. Jože Duhovnik doc.dr. Senad Balić Tuzla, decembar 2006. god.
Engineering Design Center Engineering Design Laboratory Mašinski fakultet Univerziteta u Tuzli Dizajn sa mehatroničkom podrškom mentor prof.dr. Jože Duhovnik doc.dr. Senad Balić Tuzla, decembar 2006. god.
AUTOMATSKI IZBOR ALATA KOD CNC STROJEVA
 Z. Botak, Ž. Kondić ISSN 10-651 UDC/UDK 621.9.02 : 658.5.018.2 AUTOMATSKI IZBOR ALATA KOD CNC STROJEVA Zlatko Botak, Živko Kondić Stručni članak Važan korak u planiranju proizvodnje na CNC strojevima čini
Z. Botak, Ž. Kondić ISSN 10-651 UDC/UDK 621.9.02 : 658.5.018.2 AUTOMATSKI IZBOR ALATA KOD CNC STROJEVA Zlatko Botak, Živko Kondić Stručni članak Važan korak u planiranju proizvodnje na CNC strojevima čini
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ISTRAŽIVANJE EFEKTIVNOSTI SUSTAVA UPRAVLJANJA KVALITETOM
 SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ISTRAŽIVANJE EFEKTIVNOSTI SUSTAVA UPRAVLJANJA KVALITETOM DOKTORSKI RAD LEON MAGLIĆ ZAGREB, 2008. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ISTRAŽIVANJE EFEKTIVNOSTI SUSTAVA UPRAVLJANJA KVALITETOM DOKTORSKI RAD LEON MAGLIĆ ZAGREB, 2008. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE DIPLOMSKI RAD. Hinko Zlopaša. Zagreb, 2014.
 SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE DIPLOMSKI RAD Hinko Zlopaša Zagreb, 2014. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE DIPLOMSKI RAD Mentor: Doc. dr. sc. Jerolim
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE DIPLOMSKI RAD Hinko Zlopaša Zagreb, 2014. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE DIPLOMSKI RAD Mentor: Doc. dr. sc. Jerolim
Analiza rada medicinske opreme i djelatnosti (kolovoz srpanj 2015.) doc. dr. sc. Dragan Korolija-Marinić, prof. v.š. dr. med.
 doc. dr. sc. Dragan Korolija-Marinić, prof. v.š. dr. med.") Analiza rada medicinske opreme i djelatnosti (kolovoz 2014. srpanj 2015.) doc. dr. sc. Dragan Korolija-Marinić, prof. v.š. dr. med. pomoćnik ministra Sadržaj Ciljevi, način provedbe i teme analize Primjeri
Analiza rada medicinske opreme i djelatnosti (kolovoz 2014. srpanj 2015.) doc. dr. sc. Dragan Korolija-Marinić, prof. v.š. dr. med. pomoćnik ministra Sadržaj Ciljevi, način provedbe i teme analize Primjeri
Kontrola zavarenih spojeva bez razaranja
 Završni rad br. 234/PS/2017 Kontrola zavarenih spojeva bez razaranja Mihael Kelnarić, 0082/336 Varaždin, rujan 2017. godine Odjel strojarstva Završni rad br. 234/PS/2017 Kontrola zavarenih spojeva bez
Završni rad br. 234/PS/2017 Kontrola zavarenih spojeva bez razaranja Mihael Kelnarić, 0082/336 Varaždin, rujan 2017. godine Odjel strojarstva Završni rad br. 234/PS/2017 Kontrola zavarenih spojeva bez
Permanent Expert Group for Navigation
 ISRBC E Permanent Expert Group for Navigation Doc Nr: 2-16-2/12-2-PEG NAV October 19, 2016 Original: ENGLISH INTERNATIONAL SAVA RIVER BASIN COMMISSION PERMANENT EXPERT GROUP FOR NAVIGATION REPORT OF THE
ISRBC E Permanent Expert Group for Navigation Doc Nr: 2-16-2/12-2-PEG NAV October 19, 2016 Original: ENGLISH INTERNATIONAL SAVA RIVER BASIN COMMISSION PERMANENT EXPERT GROUP FOR NAVIGATION REPORT OF THE
Windows Easy Transfer
 čet, 2014-04-17 12:21 - Goran Šljivić U članku o skorom isteku Windows XP podrške [1] koja prestaje 8. travnja 2014. spomenuli smo PCmover Express i PCmover Professional kao rješenja za preseljenje korisničkih
čet, 2014-04-17 12:21 - Goran Šljivić U članku o skorom isteku Windows XP podrške [1] koja prestaje 8. travnja 2014. spomenuli smo PCmover Express i PCmover Professional kao rješenja za preseljenje korisničkih
Demistifikacija pojmova vezanih uz metodologiju Lean proizvodnje
 Završni rad br. 221/PS/2017 Demistifikacija pojmova vezanih uz metodologiju Lean proizvodnje Ana-Marie Pintarić, 0101/336 Varaždin, srpanj. godine Proizvodno strojarstvo Završni rad br. 221/PS/2017 Demistifikacija
Završni rad br. 221/PS/2017 Demistifikacija pojmova vezanih uz metodologiju Lean proizvodnje Ana-Marie Pintarić, 0101/336 Varaždin, srpanj. godine Proizvodno strojarstvo Završni rad br. 221/PS/2017 Demistifikacija
DEFINISANJE TURISTIČKE TRAŽNJE
 DEFINISANJE TURISTIČKE TRAŽNJE Tražnja se može definisati kao spremnost kupaca da pri različitom nivou cena kupuju različite količine jedne robe na određenom tržištu i u određenom vremenu (Veselinović
DEFINISANJE TURISTIČKE TRAŽNJE Tražnja se može definisati kao spremnost kupaca da pri različitom nivou cena kupuju različite količine jedne robe na određenom tržištu i u određenom vremenu (Veselinović
Fakultet strojarstva i brodogradnje ZAVRŠNI RAD
 Sveučilište u Zagrebu Fakultet strojarstva i brodogradnje ZAVRŠNI RAD Josip Kopejtko Zagreb, 2010. Sveučilište u Zagrebu Fakultet strojarstva i brodogradnje ZAVRŠNI RAD Mentor: Prof. dr. sc. Predrag Ćosić
Sveučilište u Zagrebu Fakultet strojarstva i brodogradnje ZAVRŠNI RAD Josip Kopejtko Zagreb, 2010. Sveučilište u Zagrebu Fakultet strojarstva i brodogradnje ZAVRŠNI RAD Mentor: Prof. dr. sc. Predrag Ćosić
=17.493, 00 =32.744, , 00. Vrednost potrošno za popust 37%
 =17.493, 00 BATERIJSKA BUŠILICA ODVIJAČ BS 18-A light Br. art. 57005044 2x1,5Ah Najlakša i najkompaktnija bušilicaodvijač u svojoj klasi. Odličan odnos mase i radnog momenta pritezanja. 15.744, 00 + 17.000
=17.493, 00 BATERIJSKA BUŠILICA ODVIJAČ BS 18-A light Br. art. 57005044 2x1,5Ah Najlakša i najkompaktnija bušilicaodvijač u svojoj klasi. Odličan odnos mase i radnog momenta pritezanja. 15.744, 00 + 17.000
*** NACRT PREPORUKE. HR Ujedinjena u raznolikosti HR 2014/0238(NLE)
") EUROPSKI PARLAMENT 2014-2019 Odbor za ribarstvo 21.11.2014 2014/0238(NLE) *** NACRT PREPORUKE o prijedlogu odluke Vijeća o sklapanju Sporazuma o partnerstvu u održivom ribarstvu između Europske unije i
EUROPSKI PARLAMENT 2014-2019 Odbor za ribarstvo 21.11.2014 2014/0238(NLE) *** NACRT PREPORUKE o prijedlogu odluke Vijeća o sklapanju Sporazuma o partnerstvu u održivom ribarstvu između Europske unije i
GODIŠNJE IZVJEŠĆE O PRAĆENJU KAKVOĆE ZRAKA NA POSTAJAMA DRŽAVNE MREŽE ZA TRAJNO PRAĆENJE KAKVOĆE ZRAKA ZA GODINU
 INSTITUT ZA MEDICINSKA ISTRAŽIVANJA I MEDICINU RADA, ZAGREB GODIŠNJE IZVJEŠĆE O PRAĆENJU KAKVOĆE ZRAKA NA POSTAJAMA DRŽAVNE MREŽE ZA TRAJNO PRAĆENJE KAKVOĆE ZRAKA ZA 2007. GODINU Zagreb, rujan 2008. INSTITUT
INSTITUT ZA MEDICINSKA ISTRAŽIVANJA I MEDICINU RADA, ZAGREB GODIŠNJE IZVJEŠĆE O PRAĆENJU KAKVOĆE ZRAKA NA POSTAJAMA DRŽAVNE MREŽE ZA TRAJNO PRAĆENJE KAKVOĆE ZRAKA ZA 2007. GODINU Zagreb, rujan 2008. INSTITUT
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE
 SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Matija Hoić Zagreb, 2007. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Mentor Prof. dr. sc. Dorian Marjanović
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Matija Hoić Zagreb, 2007. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Mentor Prof. dr. sc. Dorian Marjanović
IZVEDBENI PLAN NASTAVE OPIS KOLEGIJA
 VELEUČILIŠTE U ŠIBENIKU IZVEDBENI PLAN NASTAVE Oznaka: PK-10 Datum: 22.01.2014. Stranica: 1 od 4 Revizija: 01 Studij: Spec.dipl.str.stu.Menadžment Studijska godina: 2 Akad. godina: 2013/2014 Smjer: Semestar:
VELEUČILIŠTE U ŠIBENIKU IZVEDBENI PLAN NASTAVE Oznaka: PK-10 Datum: 22.01.2014. Stranica: 1 od 4 Revizija: 01 Studij: Spec.dipl.str.stu.Menadžment Studijska godina: 2 Akad. godina: 2013/2014 Smjer: Semestar:
Opis podataka. Katedra za istraživanja u biomedicini i zdravstvu
 Opis podataka Katedra za istraživanja u biomedicini i zdravstvu Opis kvantitativnih (brojčanih) podataka? Mjere srednje vrijednosti (centralne tendencije) Mjere raspršenja Mjere srednje vrijednosti (centralne
Opis podataka Katedra za istraživanja u biomedicini i zdravstvu Opis kvantitativnih (brojčanih) podataka? Mjere srednje vrijednosti (centralne tendencije) Mjere raspršenja Mjere srednje vrijednosti (centralne
GLEDANOST TELEVIZIJSKIH PROGRAMA PROSINAC Konzumacija TV-a u prosincu godine
 GLEDANOST TELEVIZIJSKIH PROGRAMA PROSINAC 2016. Agencija za elektroničke medije u suradnji s AGB Nielsenom, specijaliziranom agencijom za istraživanje gledanosti televizije, mjesečno će donositi analize
GLEDANOST TELEVIZIJSKIH PROGRAMA PROSINAC 2016. Agencija za elektroničke medije u suradnji s AGB Nielsenom, specijaliziranom agencijom za istraživanje gledanosti televizije, mjesečno će donositi analize
KONFIGURACIJA MODEMA. ZyXEL Prestige 660RU
 KONFIGURACIJA MODEMA ZyXEL Prestige 660RU Sadržaj Funkcionalnost lampica... 3 Priključci na stražnjoj strani modema... 4 Proces konfiguracije... 5 Vraćanje modema na tvorničke postavke... 5 Konfiguracija
KONFIGURACIJA MODEMA ZyXEL Prestige 660RU Sadržaj Funkcionalnost lampica... 3 Priključci na stražnjoj strani modema... 4 Proces konfiguracije... 5 Vraćanje modema na tvorničke postavke... 5 Konfiguracija
Office 365, upute za korištenje elektroničke pošte
 Office 365, upute za korištenje elektroničke pošte Naša ustanova koristi uslugu elektroničke pošte u oblaku, u sklopu usluge Office 365. To znači da elektronička pošta više nije pohranjena na našem serveru
Office 365, upute za korištenje elektroničke pošte Naša ustanova koristi uslugu elektroničke pošte u oblaku, u sklopu usluge Office 365. To znači da elektronička pošta više nije pohranjena na našem serveru
POSTUPAK IZRADE DIPLOMSKOG RADA NA OSNOVNIM AKADEMSKIM STUDIJAMA FAKULTETA ZA MENADŽMENT U ZAJEČARU
 POSTUPAK IZRADE DIPLOMSKOG RADA NA OSNOVNIM AKADEMSKIM STUDIJAMA FAKULTETA ZA MENADŽMENT U ZAJEČARU (Usaglašeno sa procedurom S.3.04 sistema kvaliteta Megatrend univerziteta u Beogradu) Uvodne napomene
POSTUPAK IZRADE DIPLOMSKOG RADA NA OSNOVNIM AKADEMSKIM STUDIJAMA FAKULTETA ZA MENADŽMENT U ZAJEČARU (Usaglašeno sa procedurom S.3.04 sistema kvaliteta Megatrend univerziteta u Beogradu) Uvodne napomene
Possibility of Increasing Volume, Structure of Production and use of Domestic Wheat Seed in Agriculture of the Republic of Srpska
 Original scientific paper Originalan naučni rad UDK: 633.11:572.21/.22(497.6RS) DOI: 10.7251/AGREN1204645M Possibility of Increasing Volume, Structure of Production and use of Domestic Wheat Seed in Agriculture
Original scientific paper Originalan naučni rad UDK: 633.11:572.21/.22(497.6RS) DOI: 10.7251/AGREN1204645M Possibility of Increasing Volume, Structure of Production and use of Domestic Wheat Seed in Agriculture
EKSPLORATIVNA ANALIZA PODATAKA IZ SUSTAVA ZA ISPORUKU OGLASA
 SVEUČILIŠTE JOSIPA JURJA STROSSMAYERA U OSIJEKU FAKULTET ELEKTROTEHNIKE, RAČUNARSTVA I INFORMACIJSKIH TEHNOLOGIJA Sveučilišni diplomski studij računarstva EKSPLORATIVNA ANALIZA PODATAKA IZ SUSTAVA ZA ISPORUKU
SVEUČILIŠTE JOSIPA JURJA STROSSMAYERA U OSIJEKU FAKULTET ELEKTROTEHNIKE, RAČUNARSTVA I INFORMACIJSKIH TEHNOLOGIJA Sveučilišni diplomski studij računarstva EKSPLORATIVNA ANALIZA PODATAKA IZ SUSTAVA ZA ISPORUKU
POSTUPAK IMPLEMENTACIJE KAIZEN METODE NA PRIMJERU PODUZEĆA OPREMA D.D.
 Završni rad br. 352/TGL/2017 POSTUPAK IMPLEMENTACIJE KAIZEN METODE NA PRIMJERU PODUZEĆA OPREMA D.D. Zrinka Kučko, 0339/336 Varaždin, srpanj 2017. Odjel Tehnička i gospodarska logistika Završni rad br.
Završni rad br. 352/TGL/2017 POSTUPAK IMPLEMENTACIJE KAIZEN METODE NA PRIMJERU PODUZEĆA OPREMA D.D. Zrinka Kučko, 0339/336 Varaždin, srpanj 2017. Odjel Tehnička i gospodarska logistika Završni rad br.
Poboljšanje poslovanja u proizvodnom poduzeću primjenom Lean metode
 SVEUČILIŠTE SJEVER SVEUČILIŠNI CENTAR VARAŽDIN DIPLOMSKI RAD br.180/pe/2017 Poboljšanje poslovanja u proizvodnom poduzeću primjenom Lean metode Valentina Premec Varaždin, srpanj 2017. SVEUČILIŠTE SJEVER
SVEUČILIŠTE SJEVER SVEUČILIŠNI CENTAR VARAŽDIN DIPLOMSKI RAD br.180/pe/2017 Poboljšanje poslovanja u proizvodnom poduzeću primjenom Lean metode Valentina Premec Varaždin, srpanj 2017. SVEUČILIŠTE SJEVER
VELEU ILIŠTE U KARLOVCU STROJARSKI ODJEL SPECIJALISTI KI DIPLOMSKI STRU NI STUDIJ STROJARSTVA
 VELEU ILIŠTE U KARLOVCU STROJARSKI ODJEL SPECIJALISTI KI DIPLOMSKI STRU NI STUDIJ STROJARSTVA Alen Gajski IZRADA PLANA DIMENZIONALNE KONTROLE KONZOLE ZAVRŠNI RAD Karlovac, 2017. VELEU ILIŠTE U KARLOVCU
VELEU ILIŠTE U KARLOVCU STROJARSKI ODJEL SPECIJALISTI KI DIPLOMSKI STRU NI STUDIJ STROJARSTVA Alen Gajski IZRADA PLANA DIMENZIONALNE KONTROLE KONZOLE ZAVRŠNI RAD Karlovac, 2017. VELEU ILIŠTE U KARLOVCU
Donosnost zavarovanj v omejeni izdaji
 Donosnost zavarovanj v omejeni izdaji informacije za stranke, ki investirajo v enega izmed produktov v omejeni izdaji ter kratek opis vsakega posameznega produkta na dan 31.03.2014. Omejena izdaja Simfonija
Donosnost zavarovanj v omejeni izdaji informacije za stranke, ki investirajo v enega izmed produktov v omejeni izdaji ter kratek opis vsakega posameznega produkta na dan 31.03.2014. Omejena izdaja Simfonija
UTVRĐIVANJE KVALITETE VAGONSKIH OSOVINA POMOĆU NDT METODA
 UTVRĐIVANJE KVALITETE VAGONSKIH OSOVINA POMOĆU NDT METODA Ivan PETROVIĆ, Sveučilište J.J. Strossmayera u Osijeku, FERIT, Osijek, Hrvatska; ipetrovic81@gmail.com Ivan SAMARDŽIĆ, Sveučilište J.J.Strossmayera
UTVRĐIVANJE KVALITETE VAGONSKIH OSOVINA POMOĆU NDT METODA Ivan PETROVIĆ, Sveučilište J.J. Strossmayera u Osijeku, FERIT, Osijek, Hrvatska; ipetrovic81@gmail.com Ivan SAMARDŽIĆ, Sveučilište J.J.Strossmayera
DEVELOPMENT OF SMEs SECTOR IN THE WESTERN BALKAN COUNTRIES
 Zijad Džafić UDK 334.71.02(497-15) Adnan Rovčanin Preliminary paper Muamer Halilbašić Prethodno priopćenje DEVELOPMENT OF SMEs SECTOR IN THE WESTERN BALKAN COUNTRIES ABSTRACT The shortage of large markets
Zijad Džafić UDK 334.71.02(497-15) Adnan Rovčanin Preliminary paper Muamer Halilbašić Prethodno priopćenje DEVELOPMENT OF SMEs SECTOR IN THE WESTERN BALKAN COUNTRIES ABSTRACT The shortage of large markets
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD. Juraj Mažuranić. Zagreb, 2017.
 SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Juraj Mažuranić Zagreb, 2017. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Mentor: Dr. sc. Biserka Runje,
SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Juraj Mažuranić Zagreb, 2017. SVEUČILIŠTE U ZAGREBU FAKULTET STROJARSTVA I BRODOGRADNJE ZAVRŠNI RAD Mentor: Dr. sc. Biserka Runje,